")
")
















- 85 664 75 34
- handel@darmet.com.pl
- Darmet sp. z o.o.
Zakład Obróbki Skrawaniem
ul. Komunalna 4c, 15-197 Białystok - NIP: 966-152-45-55

Nasz adres:
Darmet sp. z o.o.
Zakład Obróbki Skrawaniem
ul. Komunalna 4c, 15-197 Białystok
NIP: 966-152-45-55
Nasz e-mail:
handel@darmet.com.pl
Telefon:
+48 85 664 75 34
Select your language
Select your language
Nawiertaki Fenes - Legenda i parametry skarawania
LEGENDA
| Norma | |||
|---|---|---|---|
 |
Narzędzie wykonano wg normy DIN 333 | ||
| Geometria części skrawającej | |||
 |
Kąt pochylenia linii śrubowej rowków wiórowych |  |
Kąt wierzchołkowy nawiertaka |
| Czoła nawiertaków [liczba ostrzy] | |||
 |
Nawiertaki 2-ostrzowe | ||
| Rodzaj chwytu [forma mocowania] | |||
 |
Chwyt walc. gładki wg DIN 6535-HA | ||
| Materiał części skrawającej | |||
 |
Stal szybkotnąca standardowa |  |
Narzędzia pełnowęglikowe |
PARAMETRY SKRAWANIA DLA NAWIERTAKÓW
| Materiały obrabiane | Vc [m/mm] | Posuw [mm/obr] | |||||
|---|---|---|---|---|---|---|---|
| ? 5 | ? 8 | ? 12 | ? 16 | ? 20 | |||
| 1.1 | Stale niestopowe | 40 ÷ 60 | 0,04 | 0,06 | 0,08 | 0,12 | 0,15 |
| 1.2 | Stale niestopowe i stopowe | 30 ÷ 60 | 0,03 | 0,05 | 0,08 | 0,10 | 0,12 |
| 1.3 | Stale stopowe | 25 ÷ 60 | 0,02 | 0,035 | 0,05 | 0,08 | 0,10 |
| 1.4 | Stale stopowe | 30 ÷ 60 | 0,03 | 0,04 | 0,06 | 0,08 | 0,10 |
| 2.1 | Stale nierdzewne i kwasoodporne | 40 ÷ 60 | 0,08 | 0,10 | 0,12 | 0,16 | 0,20 |
| 2.2 | Stale nierdzewne i kwasoodporne z podwyższoną zawartością chromu i niklu | 30 ÷ 50 | 0,04 | 0,06 | 0,06 | 0,08 | 0,12 |
| 3.1 | Żeliwo szare | 40 ÷ 60 | 0,06 | 0,08 | 0,10 | 0,12 | 0,18 |
| 3.2 | Żeliwo sferoidalne, żeliwo ciągliwe | 25 ÷ 60 | 0,04 | 0,06 | 0,08 | 0,10 | 0,12 |
| 4.1 | Tytan | 60 ÷ 80 | 0,06 | 0,08 | 0,12 | 0,16 | 0,22 |
| 4.2 | Stopy tytanu | 60 ÷ 80 | 0,08 | 0,10 | 0,16 | 0,20 | 0,25 |
| 5.1 | Aluminium, miedź | 90 ÷ 150 | 0,16 | 0,20 | 0,28 | 0,36 | 0,45 |
| 5.2 | Stopy aluminium, stopy miedzi | 90 ÷ 150 | 0,16 | 0,20 | 0,28 | 0,36 | 0,45 |
| 6 | Tworzywa sztuczne | 60 ÷ 80 | 0,08 | 0,12 | 0,16 | 0,22 | 0,30 |
Wiertła monolityczne z węglika - moc, moment obrotowy i opory skrawania - wg KENNAMETAL
Wykresy
Na poniższych wykresach przedstawiono rzeczywiste parametry prac wierteł zmierzone w idealnym środowisku obróbki przy idealnych parametrach obróbki. Analizę przeprowadzono w laboratorium z różnymi opcjami naukowymi. Wartości rzeczywistych nie można skopiować podczas prawdziwych prac produkcyjnych. Wyniki uzyskane w zakładzie przemysłowym mogą być wyższe lub niższe, w zależności od liczby parametrów lub zmiennych. Każdy wykres jest przedstawiony wyłącznie w celach informacyjnych . Moc i siłę posuwową przedstawiono razem, gdyż opór osiowy jest największym elementem ogólnej mocy, jaka jest wykorzystywana. Prędkości skrawania i posuwy wykorzystywane przy obliczaniu mocy są zalecanymi wyjściowymi prędkościami i posuwami. W stosowanych przypadkach, podczas dokonywania oceny, korzystano z wewnętrznego lub zewnętrznego doprowadzenia chłodziwa.
- Moc jest obliczana podczas skrawania (HPc)
Obliczanie mocy - aluminium
Siła posuwowa i moc
Moment
Siła pposuwowa i moc
Moment
Wiertła monolityczne z węglika - zastosowanie wierteł TX - wg KENNAMETAL
Szybkie, wytrzymałe, ekonomiczne
Wiertła TX to wysokowydajne narzędzia, które moga być w pełni wykorzystane z pomocą odpowiednich uchwytów zaciskowych. Idealnym rozwiązaniem są oprawki hydrauliczne firmy Kennametal. Zwiększają one wydajność wiertła TX do maksymalnego poziomu . Optymalna wspołosiowość i bezpieczne przeniesienie momentu zapewniają doskonałą powtarzalność i dłuższą trwałość narzędzia. Prosta obsługa oprawek umożliwia regulację długości w prosty sposób, nawet w obrabiarce. Koszty nastawiania narzędzia są zminimalizowane.
WIERTŁA TX

Pierścienie fazujące SEFAS
Pierścienie fazujące SEAFAS można zamontować bezpośrednio na oprawkach hydraulicznych firmy Kennametal. Bardzo precyzyjne otwory wiercone można uzyskać poprzez fazowanie w tym samym cyklu operacyjnym. Narzędzie kompaktowe SEFAS jest również zgodnie z wiertłami TX. Jest to wyjątkowo smukłe narzędzia, które umożliwia wykonywanie prac w bardzo wąskich miejscach.

Doskonała stabilność wiertła TX umożliwia wykorzystanie tego wiertła do wiercenia równi pochyłych, otworów przecinających i otworów wyrdzeniowanych.

 |
Ciśnienie chłodziwa Na wykresie z lewej strony przedstawiono ciśnienie chłodziwa jako funkcję średnicy otworu. Im wyższe ciśnienie chłodziwa, tym lepsze wyniki wiercenia. Wraz ze zwiększeniem przepływu chłodziwa wydłuża się trwałość narzędzia i poprawia jakość otworu. |
Wiercenie na powierzchniach pochyłych
Podczas wiercenia na powierzchniach pochyłych lub zakrzywionych należy korzystać z posuwu niższego od sandarowego. Niezbędna redukcja posuwu uzależniona jest od kąta pochylenia powierzchni przedmiotu obrabianego. Gdy łysinki prowadzące wiertła wejdą całkowicie w przedmiot obrabiany, należy zwiększyć posuw do standardowej wartości (100%)
 |
|
||||||||
| Powierzchnie o większym kącie nachylenia wymagają pogłębiania walcowego (na przykład za pomocą frezu) | |||||||||
Wiertła monolityczne z węglika (SE) zastosowanie, rozwiązywanie problemów - wg KENNAMETAL
System oprawek narzędziowych
Podobnie jak w przypadku każdego systemu narzędzi, nie tylko wiertło, ale elementy całego systemu mają wpływ na jakość obrabianego otworu. W celu uzyskania maksymalnej wydajności i dokładności najlepszym wyborem będą następujące systemy oprawek narzędziowych.
| Pierwszy wybór | Drugi wybór | Trzeci wybór | ||||||||||||||||||
oprawki hydrauliczne |
oprawki skurczowe |
wzmocnione oprawki frezarskie z tulejkami |
||||||||||||||||||
|
Niezalecane
|
Oprawka zaciskowa
Nie należy korzystać z uchwytów zaciskowych do wiercenia, tulejek zaciskowych i oprawek zaciskowych typu Weldon do wszelkiego rodzaju zastosowań, gdyż nie zapewniają one odpowiedniego przenoszenia oporów skrawania i wystarczającej precyzji współosiowości. Oprawki hydrauliczne zapewniają bezpieczne przeniesienie momentu z doskonałą współosiowością |
Bardzo zalecane
|
||||||||||||||||||
|
Niezalecane
|
Wiertła monolityczne z węglika Dynapoint do obróbki maszynowej odznaczają się 5 razy większa sztywnością od tradycyjnych wierteł ze stali szybkotnącej . Umożliwia to obróbkę otworów z wąską tolerancją i dokładnością pozycji na poziomie ?0,001. Oznacza to jednak, że wiertła Dynapoint wymagają również zastosowania sztywnych obrabiarek z dobrymi wrzecionami. |
Zalecane sztywne obrabiarki
|
||||||||||||||||||
|
Źle
|
Wiercenie i fazowanie Lity element najpierw przewiercić, a następnie fazować |
Dobrze
SEFAS - rozwiązanie optymalne |
||||||||||||||||||
|
Źle
|
Wiercenie na powierzchniach pochylonych Podczas wiercenia na powierzchniach pochylonych lub zakrzywionych należy stosować niższe wartości posuwu od standardowych. Zmniejszenie wymaganego posuwu jest uzależnione od kąta pochylenia powierzchni przedmiotu obrabianego i typu wiertła (patrz tabela)
|
Dobrze
|
||||||||||||||||||
|
Źle |
Wiercenie na tokarkach Podczas wiercenia na tokarkach wiertło musi znajdować się w osi elementu obrabianego. Zakres tolerancji pozycji narzędzia nie powinien przekraczać ?0,001 W przypadku tokarek do toczenia prętów nie należy wiercić w końcówkach przedmiotów obrabianych pozostałych po przecinaniu. Narzędzia do przecinania musza być dokładnie zamocowane. |
Głębokość otworu trzykrotnie większa od średnicy Podczas wykonywania otworów o głębokości trzykrotnie większej od średnicy wiertła konieczne jest zmniejszenie prędkości skrawania o 15 |
Instrukcje dotyczące zastosowania - wiertła monolityczne z węglika
Chłodziwo
Wiertła firmy Kennametal to wysokowydajne narzędzia z węglika spiekanego. W celu zoptymalizowania ich wydajności należy zapewnić odpowiednie chłodzenie tych narzędzi. Właściwy przepływ chłodziwa pozwoli osiągnąć dłuższą trwałość narzędzia i wyższe maksymalne efektywne prędkości skrawania.
W przypadku niewłaściwego chłodzenia wiertło będzie się szybko nagrzewać. Przyczyni się to do zwiększenia średnicy wiertła, co z kolei może doprowadzić do zakleszczenia się wiertła wewnątrz otworu.
Wiertła firmy Kennametal z wewnętrznym doprowadzeniem chłodziwa sprawdzają się przy większych głębokościach wiercenia. Im wyższe ciśnienie chłodziwa, tym lepsze wyniki wiercenia. Trwałość wiertła i jakośc otworu można poprawić po zapewnieniu odpowiedniego przepływu chłodziwa.
Korzystając z wierteł bez wenętrznego doprowadzenia chłodziwa, należy spróbować zapewnić co najmniej jeden srtumień chłodziwa ustawiony możliwie najbardziej równolegle do wiertła.
W przypadku wiercenia płytkich otworów trwałość narzędzia można przedłużyć, korzystając z wierteł bez wewnętrznego doprowadzenia chłodziwa. Narzędzie jest trwalsze i nie następuje nagła zmiana temperatury, którą miałaby wpływ na krawędź skrawającą. Wiertła bez wewnętrznego doprowadzenia chłodziwa są na ogół tańsze.
- należy zapewnić dość dużą ilość chłodziwa podczas wiercenia w stali oraz podczas stosowania wierteł HTS w trakcie obróbki pionowej w celu poprawienia spływu wióra i przedłużenia trwałości narzędzia.
- ważne jest , aby używać chłodziwa o wysokim stężeniu w celu zapewnienia smarowności, która przyczyni się do przedłużenia trwałości narzędzia, poprawienia spływu wióra i uzyskania gładszego wykończenia powierzchni.
- należy zawsze zapewnić chłodziwo pod wysokim ciśnieniem, z wewnętrznym doprowadzeniem lub doprowadzane przez dyszę
- przylegającą i równoległą do narzędzia, w celu wydłużenia trwałości narzędzia i zwiększenia wydajności.
- nie należy stosować dyszy z wieloma rodzajami chłodziwa. Należy stosować dyszę umożliwiają 100-procentowy przepływ w celu zapewnienia spływu wióra z otworu.

 |
 |
Sztywność przedmiotu obrabianego
Z uwagi na fakt, że wiertła monolityczne z węglika odznaczają się znacznie wyższymi parametrów obróbki, ważne jest, aby przedmiot obrabiany miał odpowiednie wsparcie.

| problem | źródło | rozwiązanie |
|
duże zużycie na narożach skrawających |
niewystarczające chłodzenie |
|
| warunki skrawania |
|
|
odpryski na ścianie wiertła  |
oprawka zaciskowa |
|
| warunki skrawania |
|
|
narost na ostrzu  |
niewystarczające chłodzenie |
|
| warunki skrawania |
|
|
odpryski na krawędziach skrawających  |
oprawka zaickowa |
|
| warunki skrawania wynikające z narostu na ostrzu |
|
|
uszkodzenia termiczne/pęknięcia wielomiejscowe  |
warunki skrawania |
|
|
duże zużycie na narożach skrawających
|
niestabilność przedmiotu obrabianego |
|
| niewystarczające chłodzenie |
|
|
| złe wiertło |
|
|
| warunki skrawania |
|
|
|
zbyt duży otwór |
warunki skrawania |
|
| oprawka zaciskowa |
|
|
| złe wiertło |
|
|
|
zbyt mały otwór
|
niewystarczające chłodzenie |
|
| warunki skrawania |
|
|
| złe wiertło |
|
|
|
otwór nie jest cylindryczny
|
oprawka zaciskowa |
|
| niestabilność przedmiotu obrabianego |
|
|
| złe wiertło |
|
|
| warunki skrawania |
|
|
|
złamanie wiertła
|
oprawka zaciskowa |
|
| niestabilność przedmiotu obrabianego |
|
|
| złe wiertło |
|
|
| niewystarczające chłodzenie |
|
|
| warunki skrawania |
|
|
|
wykruszenie naroży wiertła
|
oprawka zaciskowa |
|
| niestabilność przedmiotu obrabianego |
|
|
| złe wiertło |
|
|
| niewystarczające chłodzenie |
|
|
| warunki skrawania |
|
Wiertła koronowe KARNASCH - Informacje techniczne
Materiały obrabiane
|
Optymalne:
Dobre:
Możliwe:
|
 |
 |
 |
 |
 |
|
 |
 |
 |
 |
 |
||
 |
Stal < 500 N |  |
|
|
|
|
|
Stal < 750 N |  |
|
|
|
|
|
Stal < 900 N |  |
|
|
|
|
|
Stal < 1100 N | |
|
|
|
|
|
Stal < 1400 N | |
|
|||
 |
Stal nierdzewna < 900 N | |
|
|||
|
Stal nierdzewna > 900 N | |
|
|||
 |
Aluminium < 10% Si | |
|
|
|
|
|
Aluminium > 10% Si | |
|
|
|
|
 |
Miedź, brąz, nikiel, cyna | |
||||
 |
Plastik | |
||||
 |
Żeliwo szare | |
|
|
|
|
 |
Grafit | |
||||
 |
Hardox, Hastelloy, Inconell, Nimonic, stopy egzotyczne | |
|
|||
 |
Szyny kolejowe | |
|
|||
 |
Do wiercenia przez kilka warstw stali | |
||||
|
Optymalne:
Dobre:
Możliwe:
|
 |
 |
 |
 |
|
 |
 |
 |
 |
||
|
Stal < 500 N | |
|
|
|
|
Stal < 750 N | |
|
|
|
|
Stal < 900 N | |
|
|
|
|
Stal < 1100 N | |
|
||
|
Stal < 1400 N | |
|
||
|
Stal nierdzewna < 900 N | |
|
||
|
Stal nierdzewna > 900 N | |
|
||
|
Aluminium < 10% Si | |
|
|
|
|
Aluminium > 10% Si | |
|
||
|
Miedź, brąz, nikiel, cyna | |
|
||
|
Plastik | |
|
||
|
Żeliwo szare | |
|
||
|
Grafit | |
|
||
|
Hardox, Hastelloy, Inconell, Nimonic, stopy egzotyczne | |
|
||
|
Szyny kolejowe | |
|
|
|
 |
Wykonanie ze specjalnej wysokostopowej stali HSS-XE i niezwykła twardość wierzchołków zębów ( do 68 HRC) zapewniają wysoką odporność na zużycie i żywotność. | |
 |
Wykonanie ze stali proszkowej ASP do wiercenia trudnych materiałów takich jak szyny kolejowe, stal nierdzewna, stopy egzotyczne. Odpowiednie do użytkowania wszędzie tam, gdzie wymagana jest wysoka odporność na zużycie i żywotność. | |
 |
Niewielu producentów jest w stanie wyprodukować stopniowo hartowane wiertła koronowe z HSS. Dla "Karnasch" jest to standardem. Pozwala to produkować wiertła koronowe o wyjątkowo twardych wierzchołkach zębów (do 68 HRC), a zarazem elastyczne. | |
 |
Wiertła koronowe HSS-XE i ASP są w całości szlifowane. Proces ten zwiększa możliwości tnące i jednocześnie redukuje tarcie, zwiększając tym samym żywotność wiertła. | |
 |
Specjalna obróbka powierzchni Gold-Tech zwiększająca żywotność. | |
 |
Najwyższej klasy wiertła koronowe i standardowe wykonane z HSS-XE i ASP wyposażone są w unikalną i opatentowaną powłokę DURABLE. Ekstremalna twardość i gładkość powierzchni zapewnia wyjątkową żywotność nawet przy użytkowaniu dalekim od optymalnego np.: wierceniu pionowym, wierceniu na sucho, itd. | |
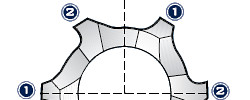 |
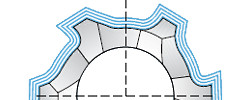
Wiertła HSS-XE i ASP nie posiadają jednego kształtu krawędzi tnącej. Pięć kształtów zostało optymalnie dopasowanych do różnych średnic i głębokości cięcia, zawsze osiągających idealną geometrię cięcia. | |
 |
Wiertła Karnasch z serii DRILL-LINE produkowane są z geometrią odpowiednią do dużych obciążeń dla natychmiastowego samocentrowania, łatwiejszego cięcia i dłuższej żywotności. | |
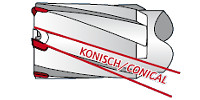 |
Wiertła koronowe Karnasch z węglików wyprodukowano ze spiralą stożkową dla czystego odprowadzania wióra i zwiększonej wydajności cięcia nawet przy trudnych materiałach. | |
 |
Wiertła koronowe Karnasch z węglików wyposażone są w zęby z węglików Sandvik. Tylko węgliki najwyższej jakości używane są przy produkcji wierteł koronowych Karnasch. | |
 |
Wiertła koronowe Karnasch z węglików wyprodukowano ze złożoną geometrią wielostopniową - skrawanie wstępne, właściwe, dokrawanie. Zapewnia to czystsze, cichsze i łatwiejsze cięcie oraz najwyższą żywotność. | |
![]()
Znajdziesz nas także na
