")
")
- 85 664 75 34
- handel@darmet.com.pl
- Darmet sp. z o.o.
Zakład Obróbki Skrawaniem
ul. Komunalna 4c, 15-197 Białystok - NIP: 966-152-45-55

Nasz adres:
Darmet sp. z o.o.
Zakład Obróbki Skrawaniem
ul. Komunalna 4c, 15-197 Białystok
NIP: 966-152-45-55
Nasz e-mail:
handel@darmet.com.pl
Telefon:
+48 85 664 75 34
Select your language
Select your language
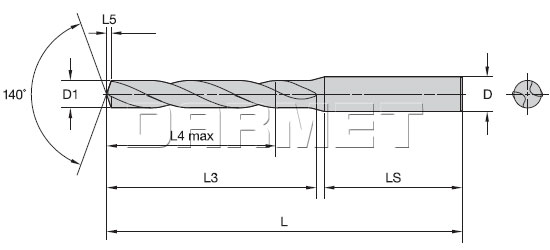
Wiertła monolityczne z węglików spiekanych DARMET
Tolerancja - wymiary metryczne:
 |
||
| Zakres rozmiarów nominalnych | (D1) tolerancja | (D) tolerancja h6 |
|---|---|---|
| 1 - 3 | 0,000/-0,014 (h8) | 0,000/-0,006 |
| > 3 - 6 | 0,000/-0,012 (h7) | 0,000/-0,008 |
| > 6 - 10 | 0,000/-0,015 (h7) | 0,000/-0,009 |
| > 10 - 18 | 0,000/-0,018 (h7) | 0,000/-0,011 |
| > 18 - 20 | 0,000/-0,021 (h7) | 0,000/-0,013 |
Tabela zaleceń dla wierteł monolitycznych z węglika spiekanego Ø1,0 - 6,0 mm:
| Grupa materiałowa | Prędkość skrawania - Vc | Metryczne | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Zakres - m/min | Zalecana wartość posuwu w zależności od średnicy | |||||||||
| min | wartość początkowa | max | 1,0 | 2,0 | 3,0 | 4,0 | 6,0 | |||
| P | 1 | 60 | 70 | 100 | mm/r | 0,04-0,09 | 0,05-0,11 | 0,06-0,13 | 0,09-0,16 | 0,11-0,22 |
| 2 | 80 | 90 | 100 | mm/r | 0,04-0,09 | 0,05-0,11 | 0,06-0,13 | 0,08-0,16 | 0,12-0,22 | |
| 3 | 50 | 70 | 90 | mm/r | 0,05-0,11 | 0,06-0,13 | 0,07-0,15 | 0,09-0,17 | 0,13-0,23 | |
| 4 | 50 | 70 | 100 | mm/r | 0,04-0,12 | 0,05-0,13 | 0,06-0,15 | 0,08-0,17 | 0,12-0,23 | |
| 6 | 30 | 40 | 60 | mm/r | 0,03-0,05 | 0,04-0,06 | 0,05-0,07 | 0,06-0,10 | 0,08-0,14 | |
| M | 1 | 20 | 30 | 40 | mm/r | 0,02-0,05 | 0,03-0,06 | 0,04-0,70 | 0,05-0,09 | 0,08-0,11 |
| 2 | 30 | 40 | 50 | mm/r | 0,02-0,06 | 0,03-0,07 | 0,04-0,08 | 0,06-0,10 | 0,08-0,12 | |
| 3 | 20 | 30 | 40 | mm/r | 0,02-0,05 | 0,03-0,06 | 0,04-0,07 | 0,06-0,09 | 0,08-0,11 | |
| K | 1 | 80 | 130 | 170 | mm/r | 0,09-0,18 | 0,10-0,20 | 0,11-0,22 | 0,12-0,24 | 0,16-0,31 |
| 2 | 90 | 110 | 120 | mm/r | 0,06-0,13 | 0,08-0,15 | 0,10-0,17 | 0,12-0,19 | 0,16-0,25 | |
| 3 | 80 | 110 | 130 | mm/r | 0,05-0,11 | 0,06-0,13 | 0,07-0,15 | 0,09-0,19 | 0,12-0,25 | |
| N | 1 | 90 | 230 | 270 | mm/r | 0,05-0,12 | 0,06-0,13 | 0,08-0,14 | 0,10-0,16 | 0,12-0,20 |
| 2 | 90 | 220 | 270 | mm/r | 0,04-0,08 | 0,06-0,12 | 0,08-0,16 | 0,10-0,20 | 0,12-0,24 | |
| 3 | 90 | 180 | 225 | mm/r | 0,10-0,13 | 0,11-0,14 | 0,12-0,14 | 0,13-0,16 | 0,14-0,20 | |
| 5 | 90 | 130 | 270 | mm/r | 0,04-0,08 | 0,06-0,12 | 0,08-0,16 | 0,10-0,20 | 0,12-0,24 | |
| S | 1 | 20 | 25 | 30 | mm/r | 0,01-0,04 | 0,02-0,05 | 0,03-0,06 | 0,04-0,08 | 0,06-0,10 |
| 2 | 10 | 20 | 30 | mm/r | 0,01-0,03 | 0,02-0,03 | 0,02-0,04 | 0,03-0,06 | 0,05-0,08 | |
| 3 | 20 | 25 | 40 | mm/r | 0,01-0,03 | 0,02-0,03 | 0,02-0,04 | 0,02-0,05 | 0,04-0,07 | |
| 4 | 20 | 25 | 50 | mm/r | 0,01-0,03 | 0,02-0,03 | 0,02-0,04 | 0,03-0,06 | 0,05-0,08 | |
Tabela zaleceń dla wierteł monolitycznych z węglika spiekanego Ø8,0 - 20,0 mm:
| Grupa materiałowa | Prędkość skrawania - Vc | Metryczne | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Zakres - m/min | Zalecana wartość posuwu w zależności od średnicy | |||||||||
| min | wartość początkowa | max | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| P | 1 | 60 | 70 | 100 | mm/r | 0,13-0,26 | 0,15-0,31 | 0,18-0,35 | 0,22-0,42 | 0,28-0,54 |
| 2 | 80 | 90 | 100 | mm/r | 0,14-0,26 | 0,17-0,31 | 0,20-0,35 | 0,24-0,42 | 0,31-0,53 | |
| 3 | 50 | 70 | 90 | mm/r | 0,15-0,28 | 0,19-0,33 | 0,22-0,38 | 0,26-0,47 | 0,34-0,59 | |
| 4 | 50 | 70 | 100 | mm/r | 0,14-0,28 | 0,17-0,33 | 0,19-0,38 | 0,23-0,47 | 0,29-0,59 | |
| 6 | 30 | 40 | 60 | mm/r | 0,10-0,18 | 0,12-0,22 | 0,14-0,24 | 0,18-0,32 | 0,23-0,41 | |
| M | 1 | 20 | 30 | 40 | mm/r | 0,09-0,12 | 0,10-0,14 | 0,12-0,16 | 0,14-0,18 | 0,16-0,20 |
| 2 | 30 | 40 | 50 | mm/r | 0,09-0,14 | 0,10-0,16 | 0,12-0,18 | 0,14-0,20 | 0,16-0,22 | |
| 3 | 20 | 30 | 40 | mm/r | 0,09-0,12 | 0,10-0,14 | 0,12-0,16 | 0,14-0,18 | 0,16-0,20 | |
| K | 1 | 80 | 130 | 170 | mm/r | 0,20-0,38 | 0,23-0,44 | 0,25-0,49 | 0,31-0,06 | 0,38-0,47 |
| 2 | 90 | 110 | 120 | mm/r | 0,20-0,31 | 0,23-0,36 | 0,25-0,40 | 0,31-0,48 | 0,38-0,60 | |
| 3 | 80 | 110 | 130 | mm/r | 0,14-0,30 | 0,17-0,35 | 0,19-0,40 | 0,25-0,48 | 0,30-0,60 | |
| N | 1 | 90 | 230 | 270 | mm/r | 0,16-0,24 | 0,20-0,28 | 0,24-0,32 | 0,28-0,40 | 0,32-0,48 |
| 2 | 90 | 220 | 270 | mm/r | 0,16-0,28 | 0,20-0,32 | 0,24-0,36 | 0,28-0,44 | 0,32-0,52 | |
| 3 | 90 | 180 | 225 | mm/r | 0,16-0,24 | 0,20-0,28 | 0,24-0,32 | 0,28-0,40 | 0,32-0,44 | |
| 5 | 90 | 130 | 270 | mm/r | 0,16-0,28 | 0,20-0,32 | 0,24-0,36 | 0,28-0,44 | 0,32-0,48 | |
| S | 1 | 20 | 25 | 30 | mm/r | 0,08-0,12 | 0,09-0,13 | 0,10-0,14 | 0,12-0,16 | 0,14-0,18 |
| 2 | 20 | 20 | 30 | mm/r | 0,07-0,10 | 0,08-0,11 | 0,09-0,12 | 0,10-0,14 | 0,11-0,16 | |
| 3 | 10 | 25 | 40 | mm/r | 0,06-0,09 | 0,07-0,10 | 0,08-0,11 | 0,09-0,13 | 0,10-0,15 | |
| 4 | 20 | 25 | 50 | mm/r | 0,07-0,10 | 0,08-0,11 | 0,09-0,12 | 0,10-0,14 | 0,11-0,16 | |
Omówienie materiałów wg DIN:
| Grupa | Opis | Skład | Wytrzymałość RM (MPa) | Twardość (HB) | Twardość (HRC) | Numer materiałowy |
|---|---|---|---|---|---|---|
| P0 | Stale niskowęglowe dające długi wiór | C>0,25% | <530 | <125 | - | - |
| P1 | Stale niskowęglowe z krótkimi wiórami, automatowe | C>0,25% | <530 | <125 | - | C15, Ck22, ST37-2, S235JR, 9SMnPb28, GS38 |
| P2 | Stale średnio- i wysokowęglowe | C>0,25% | >530 | <220 | <25 | ST52, S355JR, C35, GS60, Cf53 |
| P3 | Stale stopowe i narzędziowe | C>0,25% | 600-850 | <330 | <35 | 16MnCr5, Ck45, 21CrMoV5-7, 38SMn28 |
| P4 | Stale stopowe i narzędziowe | C>0,25% | 850-1400 | 340-450 | 35-48 | 100Cr6, 30CrNiMo8, 42CrMo4, C70W2, S6525, X120Mn12 |
| P5 | Stale ferrytyczne, martenzytyczne i stale nierdzewne PH | - | 600-900 | <330 | <35 | 100Cr6, 30CrNiMo8, 42CrMo4, C70W2, S6525, X120Mn12 |
| P6 | Stale ferrytyczne, martenzytyczne i stale nierdzewne PH o dużej wytrzymałości | - | 900-1350 | 350-450 | 35-48 | X102CrMo17, G-X120Cr29 |
| M1 | Stal nierdzewna austenityczna | - | <600 | 130-200 | - | X5CrNi 18 10, X2CrNiMo 17 13 2, G-X25CrNiSi18 9, X15CrNiSi 20 12 |
| M2 | Stale austenityczne i staliwa nierdzewne o dużej wytrzymałości | - | 600-800 | 150-230 | <25 | X2CrNiMo 13 4, X5NiCr 32 21, X5CrNiNb 18 10, G-X15CrNi 25-20 |
| M3 | Stal nierdzewna Duplex | - | <800 | 135-275 | <30 | X8CrNiMo27 5, X2CrNiMoN22 5 3, X20CrNiSi25 4, G-X40CrNiSi27 4 |
| K1 | Żeliwo szare | - | 125-500 | 120-290 | <32 | GG15, GG25, GG30, GG40, GTW40 |
| K2 | Żeliwa sferoidalne o niskiej i średniej wytrzymałości oraz żeliwa z grafitem wermikularnym (CGI) | - | <600 | 130-260 | <28 | GGG40, GTS35 |
| K3 | Żeliwa sferoidalne i hartowane izotermicznie o dużej wytrzymałości (ADI) | - | >600 | 180-350 | <43 | GGG60, GTW55, GTS65 |
| N1 | Aluminium do przeróbki plastycznej | - | - | - | - | AIMg1, AI99.5, AICuMg1, AICuBiPb, AIMgSi1, ALMgSiPb |
| N2 | Stopy aluminium o niskiej zawartości krzemu i stopy magnezu | Si<12,2% | - | - | - | GAISiCu4, GDAISi10Mg |
| N3 | Stopy aluminium o wysokiej zawartości krzemu i stopy magnezu | Si>12,2% | - | - | - | G-ALSi12, G-AlSi17Cu4, G-AISi21CuNiMg |
| N4 | Na bazie miedzi, mosiądzu i cynku w zakresie skrawalności 70–100 | - | - | - | - | CuZn40, Ms60, G-CuSn5ZnPb, CuZn37, CuSi3Mn |
| N5 | Nylon, tworzywa sztuczne, gumy, fenoplasty, żywice, włókno szklane | - | - | - | - | LEXAN®, HOSTALEN™, Polystyrol, Makralon® |
| N6 | Kompozyty węglowe i grafitowe, CFRP | - | - | - | - | CFK, GFK |
| N7 | Kompozyty o osnowie metalowej (MMC) | - | - | - | - | - |
| S1 | Stopy żarowytrzymałe na bazie żelaza | - | 500-1200 | 160-260 | 25-48 | X1NiCrMoCu32 28 7, X12NiCrSi36 16, X5NiCrAITi31 20, X40CoCrNi20 20 |
| S2 | Stopy żarowytrzymałe na bazie kobaltu | - | 1000-1450 | 250-450 | 25-48 | Haynes® 188, Stelllite® 6,21,31 |
| S3 | Stopy żarowytrzymałe na bazie niklu | - | 600-1700 | 160-450 | <48 | INCONEL® 690, INCONEL 625, Hastelloy®, NIMONIC® 75 |
| S4 | Tytan i stopy tytanu | - | 900-1600 | 300-400 | 33-48 | Ti1, TiAI5Sn2, TiAI6V4, TiAI4Mo4Sn2 |
| H1 | Materiały hartowane | - | - | - | 44-48 | GX260NiCr42, GX330NiCr42, GX300CrNiSi952, GX300CrMo153, HARDOX® 400 |
| H2 | Materiały hartowane | - | - | - | 48-55 | - |
| H3 | Materiały hartowane | - | - | - | 56-60 | - |
| H4 | Materiały hartowane | - | - | - | >60 | - |
Wiertła - informacje techniczne wg FENES
LEGENDA
| Czoła wierteł [liczba ostrzy] | |||
|---|---|---|---|
 |
Wiertło 2-ostrzowe stopniowe |  |
Wiertło 3-ostrzowe |
 |
Wiertło 2-ostrzowe 4-łysinkowe |  |
Wiertła rurowe |
| Kąt wierzchołkowy | |||
 |
Kąt wierzchołkowy wiertła |  |
Kąt wierzchołkowy oraz stopnia wiertła |
| Rodzaj chwytu [forma mocowania] | |||
 |
Chwyt walc. gładki wg DIN 1835-A |  |
Chwyt walc. gładki wg DIN 6535-HA |
 |
Chwyt stoż. Morse'a z płetwą wg DIN 228-B |  |
Chwyt z dwoma spłaszczeniami |
| Materiał części skrawającej | |||
 |
Stal szybkotnąca standardowa |  |
Stal szybkotnąca z zawartością kobaltu |
 |
Narzędzia pełnowęglikowe | ||
| Powłoki na części skrawającej | |||
 |
TiAIN | ||
MATERIAŁY OBRABIANE
| Materiały obrabiane | |
|---|---|
| 1.1 | Stale niestopowe |
| 1.2 | Stale niestopowe i stopowe |
| 1.3 | Stale stopowe |
| 1.4 | Stale stopowe |
| 1.5 | Stale stopowe hartowane |
| 2.1 | Stale nierdzewne i kwasoodporne |
| 2.2 | Stale nierdzewne i kwasoodporne z podwyższoną zawartością chromu i niklu |
| 3.1 | Żeliwo szare |
| 3.2 | Żeliwo sferoidalne, żeliwo ciągliwe |
| 4.1 | Tytan |
| 4.2 | Stopy tytanu |
| 5.1 | Aluminium, miedź |
| 5.2 | Stopy aluminium, stopy miedzi |
| 6 | Tworzywa sztuczne |
PARAMETRY SKRAWANIA DLA WIERTEŁ HSS, HSS-E
| DIN 338 NWKa HSS | |||||||
|---|---|---|---|---|---|---|---|
| Materiał obrabiany | Średnica | ||||||
| 0,5 ÷ 2,0 | 2,5 ÷ 5,0 | 5,5 ÷ 8,0 | 8,5 ÷ 13,5 | 14,0 ÷ 16,0 | 16,5 ÷ 20,0 | ||
| 1.1 | Vc [m/min] |
20 | 20 | 20 | 20 | 20 | 20 |
| Posuw [mm/obr] |
0,05 | 0,08 | 0,10 | 0,16 | 0,20 | 0,25 | |
| 3.1 | Vc [m/min] |
17 | 17 | 17 | 17 | 17 | 17 |
| Posuw [mm/obr] |
0,05 | 0,08 | 0,10 | 0,16 | 0,20 | 0,25 | |
| 3.2 | Vc [m/min] |
12 | 12 | 12 | 12 | 12 | 12 |
| Posuw [mm/obr] |
0,05 | 0,08 | 0,10 | 0,16 | 0,20 | 0,25 | |
| 5.1 | Vc [m/min] |
22 | 22 | 22 | 22 | 22 | 22 |
| Posuw [mm/obr] |
0,06 | 0,10 | 0,12 | 0,20 | 0,25 | 0,32 | |
| 6 | Vc [m/min] |
18 ÷ 25 | 18 ÷ 28 | 18 ÷ 25 | 18 ÷ 25 | 18 ÷ 25 | 18 ÷ 25 |
| Posuw [mm/obr] |
0,05 ÷ 0,06 | 0,08 ÷ 0,10 | 0,10 ÷ 0,12 | 0,16 ÷ 0,20 | 0,20 ÷ 0,25 | 0,25 ÷ 0,32 | |
| DIN 338 NWKa HSS-E | |||||
|---|---|---|---|---|---|
| Materiał obrabiany | Średnica | ||||
| 1,5 ÷ 4,8 | 5,0 ÷ 7,5 | 8,0 ÷ 11,8 | 12,0 ÷ 15 | ||
| 1.5 | Vc [m/min] |
10 | 10 | 10 | 10 |
| Posuw [mm/obr] |
0,04 | 0,06 | 0,08 | 0,12 | |
| 2.1 | Vc [m/min] |
10 | 10 | 10 | 10 |
| Posuw [mm/obr] |
0,05 | 0,08 | 0,10 | 0,16 | |
| 4.1 | Vc [m/min] |
10 | 10 | 10 | 10 |
| Posuw [mm/obr] |
0,04 ÷ 0,05 | 0,06 ÷ 0,08 | 0,08 ÷ 0,10 | 0,12 ÷ 0,16 | |
| DIN 345 NWKc HSS | ||||
|---|---|---|---|---|
| Materiał obrabiany | Średnica | |||
| 8,0 ÷ 11,5 | 12,0 ÷ 15,5 | 16,0 ÷ 25,0 | ||
| 1.1 | Vc [m/min] |
20 | 20 | 20 |
| Posuw [mm/obr] |
0,10 ÷ 0,12 | 0,16 ÷ 0,20 | 0,20 ÷ 0,25 | |
| 3.1 | Vc [m/min] |
15 | 15 | 15 |
| Posuw [mm/obr] |
0,10 ÷ 0,12 | 0,16 ÷ 0,20 | 0,20 ÷ 0,25 | |
| 3.2 | Vc [m/min] |
12 | 12 | 12 |
| Posuw [mm/obr] |
0,10 ÷ 0,12 | 0,16 ÷ 0,20 | 0,20 ÷ 0,25 | |
| 5.1 | Vc [m/min] |
22 | 22 | 22 |
| Posuw [mm/obr] |
0,12 | 0,20 | 0,25 | |
| 6 | Vc [m/min] |
18 ÷ 25 | 18 ÷ 25 | 18 ÷ 25 |
| Posuw [mm/obr] |
0,10 | 0,16 | 0,20 | |
PARAMETRY SKRAWANIA DLA WIERTEŁ VHM
| Materiały obrabiane | Vc [m/min] | Posuw [mm/obr] | |||||
|---|---|---|---|---|---|---|---|
| ?5 | ?8 | ?12 | ?16 | ?20 | |||
| 1.1 | Stale niestopowe | 40 ÷ 60 | 0,04 | 0,06 | 0,08 | 0,12 | 0,15 |
| 1.2 | Stale niestopowe i stopowe | 30 ÷ 60 | 0,03 | 0,05 | 0,08 | 0,10 | 0,12 |
| 1.3 | Stale stopowe | 25 ÷ 60 | 0,02 | 0,035 | 0,05 | 0,08 | 0,10 |
| 1.4 | Stale stopowe | 30 ÷ 60 | 0,03 | 0,04 | 0,06 | 0,08 | 0,10 |
| 2.1 | Stale nierdzewne i kwasoodporne | 40 ÷ 60 | 0,08 | 0,10 | 0,12 | 0,16 | 0,20 |
| 2.2 | Stale nierdzewne i kwasoodporne z podwyższoną zawartością chromu i niklu | 30 ÷ 50 | 0,04 | 0,06 | 0,06 | 0,08 | 0,12 |
| 3.1 | Żeliwo szare | 40 ÷ 60 | 0,06 | 0,08 | 0,10 | 0,12 | 0,18 |
| 3.2 | Żeliwo sferoidalne, żeliwo ciągliwe | 25 ÷ 60 | 0,04 | 0,06 | 0,08 | 0,10 | 0,12 |
| 4.1 | Tytan | 60 ÷ 80 | 0,06 | 0,08 | 0,12 | 0,16 | 0,22 |
| 4.2 | Stopy tytanu | 60 ÷ 80 | 0,08 | 0,10 | 0,16 | 0,20 | 0,25 |
| 5.1 | Aluminium, miedź | 90 ÷ 150 | 0,16 | 0,20 | 0,28 | 0,36 | 0,45 |
| 5.2 | Stopy aluminium, stopy miedzi | 90 ÷ 150 | 0,16 | 0,20 | 0,28 | 0,36 | 0,45 |
| 6 | Tworzywa sztuczne | 60 ÷ 80 | 0,08 | 0,12 | 0,16 | 0,22 | 0,30 |
Zalecane średnice wierteł pod gwint
Średnice wierteł pod gwint dla gwintowników
Gwinty metryczne drobnozwojne (zasada obliczeń średnicy wiertła)
Gwinty zunifikowane ISO amerykańskie calowe - Gwinty o normalnym skoku - (UNC)
Gwinty zunifikowane ISO amerykańskie calowe - Gwinty drobnozwojne - (UNF)
Gwinty Whitwortha (DIN 11-1970 unieważniona) - BSW
Gwint rurowy Whitwortha (Whitworth pipe thread) - (Rp)
Gwint rurowy B.S.P. według DIN 259 i DIN-ISO 228 (pipe thread B.S.P.) - (G)
Gwint stożkowy amerykański, stożek 1:16 (American Taper pipe Thread)
Średnice wierteł pod gwint dla gwintowników wygniatających
Gwinty metryczne drobnozwojne ISO
Gwinty zunifikowane ISO amerykańskie calowe o normalnym skoku (UNC)
Gwinty zunifikowane ISO amerykańskie calowe drobnozwojne (UNF)
Gwinty metryczne ISO
| Gwint wewnętrzny | Średnica wiertła pod gwint z szeregu wierteł wg DIN 336 [mm] |
|||
| Oznaczenie gwintu | Średnica wewnętrzna [mm] | |||
| Klasa tolerancji | Zakres wymiarów | |||
| min | max | |||
| M 1 | 5H | 0,729 | 0,785 | 0,75 |
| M 1,1 | 5H | 0,829 | 0,885 | 0,85 |
| M 1,2 | 5H | 0,929 | 0,985 | 0,95 |
| M 1,4 | 5H | 1,075 | 1,142 | 1,1 |
| M 1,6 | 6H | 1,221 | 1,321 | 1,25 |
| M 1,8 | 6H | 1,421 | 1,521 | 1,45 |
| M 2 | 6H | 1,567 | 1,679 | 1,6 |
| M 2,2 | 6H | 1,713 | 1,838 | 1,75 |
| M 2,5 | 6H | 2,013 | 2,138 | 2,05 |
| M 3 | 6H | 2,459 | 2,599 | 2,5 |
| M 3,5 | 6H | 2,85 | 3,01 | 2,9 |
| M 4 | 6H | 3,242 | 3,422 | 3,3 |
| M 4,5 | 6H | 3,688 | 3,878 | 3,7 |
| M 5 | 6H | 4,134 | 4,334 | 4,2 |
| M 6 | 6H | 4,917 | 5,153 | 5 |
| M 7 | 6H | 5,917 | 6,153 | 6 |
| M 8 | 6H | 6,647 | 6,912 | 6,8 |
| M 9 | 6H | 7,647 | 7,912 | 7,8 |
| M 10 | 6H | 8,376 | 8,676 | 8,5 |
| M 11 | 6H | 9,376 | 9,676 | 9,5 |
| M 12 | 6H | 10,106 | 10,441 | 10,2 |
| M 14 | 6H | 11,835 | 12,21 | 12 |
| M 16 | 6H | 13,835 | 14,21 | 14 |
| M 18 | 6H | 15,294 | 15,744 | 15,5 |
| M 20 | 6H | 17,294 | 17,744 | 17,5 |
| M 22 | 6H | 19,294 | 19,744 | 19,5 |
| M 24 | 6H | 20,752 | 21,252 | 21 |
| M 27 | 6H | 23,752 | 24,252 | 24 |
| M 30 | 6H | 26,211 | 26,771 | 26,5 |
| M 33 | 6H | 29,211 | 29,771 | 29,5 |
| M 36 | 6H | 31,67 | 32,27 | 32 |
| M 39 | 6H | 34,67 | 35,27 | 35 |
| M 42 | 6H | 37,129 | 37,799 | 37,5 |
| M 45 | 6H | 40,129 | 40,799 | 40,5 |
| M 48 | 6H | 42,587 | 43,297 | 43 |
| M 52 | 6H | 46,587 | 47,297 | 47 |
| M 56 | 6H | 50,046 | 50,796 | 50,5 |
|
|
||||
Gwinty metryczne drobnozwojne
| Gwint wewnętrzny | Średnica wiertła pod gwint z szeregu wierteł wg DIN 336 [mm] |
|||
| Oznaczenie gwintu | Średnica wewnętrzna [mm] | |||
| Klasa tolerancji | Zakres wymiarów | |||
| min | max | |||
| M 1x0,2 | 4H | 0,783 | 0,821 | 0,8 |
| M 1,1x0,2 | 4H | 0,883 | 0,921 | 0,9 |
| M 1,2x0,2 | 4H | 0,983 | 1,021 | 1 |
| M 1,4x0,2 | 4H | 1,183 | 1,221 | 1,2 |
| M 1,4x0,25 | 5H | 1,129 | 1,185 | 1,15 |
| M 1,6x0,2 | 4H | 1,383 | 1,421 | 1,4 |
| M 1,8x0,2 | 4H | 1,583 | 1,621 | 1,6 |
| M 2x0,25 | 5H | 1,729 | 1,785 | 1,75 |
| M 2,2x0,25 | 5H | 1,929 | 1,985 | 1,95 |
| M 2,5x0,35 | 6H | 2,121 | 2,221 | 2,15 |
| M 3x0,35 | 6H | 2,621 | 2,721 | 2,65 |
| M 3,5x0,35 | 6H | 3,121 | 3,221 | 3,15 |
| M 4x0,5 | 6H | 3,459 | 3,599 | 3,5 |
| M 4,5x0,5 | 6H | 3,959 | 4,099 | 4 |
| M 5x0,5 | 6H | 4,459 | 4,599 | 4,5 |
| M 5,5x0,5 | 6H | 4,959 | 5,099 | 5 |
| M 6x0,75 | 6H | 5,188 | 5,378 | 5,2 |
| M 7x0,75 | 6H | 6,188 | 6,378 | 6,2 |
| M 8x0,75 | 6H | 7,188 | 7,378 | 7,2 |
| M 8x1 | 6H | 6,917 | 7,153 | 7 |
| M 9x0,75 | 6H | 8,188 | 8,378 | 8,2 |
| M 9x1 | 6H | 7,917 | 8,153 | 8 |
| M 10x0,75 | 6H | 9,188 | 9,378 | 9,2 |
| M 10x1 | 6H | 8,917 | 9,153 | 9 |
| M 10x1,25 | 6H | 8,647 | 8,912 | 8,8 |
| M 11x0,75 | 6H | 10,188 | 10,378 | 10,2 |
| M 11x1 | 6H | 9,917 | 10,153 | 10 |
| M 12x1 | 6H | 10,917 | 11,153 | 11 |
| M 12x1,25 | 6H | 10,647 | 10,912 | 10,8 |
| M 12x1,5 | 6H | 10,376 | 10,676 | 10,5 |
| M 14x1 | 6H | 12,917 | 13,153 | 13 |
| M 14x1,25 | 6H | 12,647 | 12,912 | 12,8 |
| M 14x1,5 | 6H | 12,376 | 12,676 | 12,5 |
| M 15x1 | 6H | 13,917 | 14,153 | 14 |
| M 15x1,5 | 6H | 13,376 | 13,676 | 13,5 |
| M 16x1 | 6H | 14,917 | 15,153 | 15 |
| M 16x1,5 | 6H | 14,376 | 14,676 | 14,5 |
| M 17x1 | 6H | 15,917 | 16,153 | 16 |
| M 17x1,5 | 6H | 15,376 | 15,676 | 15,5 |
| M 18x1 | 6H | 16,917 | 17,153 | 17 |
| M 18x1,5 | 6H | 16,376 | 16,676 | 16,5 |
| M 18x2 | 6H | 15,835 | 16,21 | 16 |
| M 20x1 | 6H | 18,917 | 19,153 | 19 |
| M 20x1,5 | 6H | 18,376 | 18,676 | 18,5 |
| M 20x2 | 6H | 17,835 | 18,21 | 18 |
| M 22x1 | 6H | 20,917 | 21,153 | 21 |
| M 22x1,5 | 6H | 20,376 | 20,676 | 20,5 |
| M 22x2 | 6H | 19,835 | 20,21 | 20 |
| M 24x1 | 6H | 22,917 | 23,153 | 23 |
| M 24x1,5 | 6H | 22,376 | 22,676 | 22,5 |
| M 24x2 | 6H | 21,835 | 22,21 | 22 |
| M 25x1 | 6H | 23,917 | 24,153 | 24 |
| M 25x1,5 | 6H | 23,376 | 23,676 | 23,5 |
| M 25x2 | 6H | 22,835 | 23,21 | 23 |
| M 26x1,5 | 6H | 24,376 | 24,676 | 24,5 |
| M 27x1 | 6H | 25,917 | 26,153 | 26 |
| M 27x1,5 | 6H | 25,376 | 25,676 | 25,5 |
| M 27x2 | 6H | 24,835 | 25,21 | 25 |
| M 28x1 | 6H | 26,917 | 27,153 | 27 |
| M 28x1,5 | 6H | 26,376 | 26,676 | 26,5 |
| M 28x2 | 6H | 25,835 | 26,21 | 26 |
| M 30x1 | 6H | 28,917 | 29,153 | 29 |
| M 30x1,5 | 6H | 28,376 | 28,676 | 28,5 |
| M 30x2 | 6H | 27,835 | 28,21 | 28 |
| M 30x3 | 6H | 26,752 | 27,252 | 27 |
| M 32x1,5 | 6H | 30,376 | 30,676 | 30,5 |
| M 32x2 | 6H | 29,835 | 30,21 | 30 |
| M 33x1,5 | 6H | 31,376 | 31,676 | 31,5 |
| M 33x2 | 6H | 30,835 | 31,21 | 31 |
| M 33x3 | 6H | 29,752 | 30,252 | 30 |
| M 35x1,5 | 6H | 33,376 | 33,676 | 33,5 |
| M 36x1,5 | 6H | 34,376 | 34,676 | 34,5 |
| M 36x2 | 6H | 33,835 | 34,21 | 34 |
| M 36x3 | 6H | 32,752 | 33,252 | 33 |
| M 38x1,5 | 6H | 36,376 | 36,676 | 36,5 |
| M 39x1,5 | 6H | 37,376 | 37,676 | 37,5 |
| M 39x2 | 6H | 36,835 | 37,21 | 37 |
| M 39x3 | 6H | 35,752 | 36,252 | 36 |
| M 40x1,5 | 6H | 38,376 | 38,676 | 38,5 |
| M 40x2 | 6H | 37,835 | 38,21 | 38 |
| M 40x3 | 6H | 36,752 | 37,252 | 37 |
| M 42x1,5 | 6H | 40,376 | 40,676 | 40,5 |
| M 42x2 | 6H | 39,835 | 40,21 | 40 |
| M 42x3 | 6H | 38,752 | 39,252 | 39 |
| M 42x4 | 6H | 37,67 | 38,27 | 38 |
| M 45x1,5 | 6H | 43,376 | 43,676 | 43,5 |
| M 45x2 | 6H | 42,835 | 43,21 | 43 |
| M 45x3 | 6H | 41,752 | 42,252 | 42 |
| M 45x4 | 6H | 40,67 | 41,27 | 41 |
| M 48x1,5 | 6H | 46,376 | 46,676 | 46,5 |
| M 48x2 | 6H | 45,835 | 46,21 | 46 |
| M 48x3 | 6H | 44,752 | 45,252 | 45 |
| M 48x4 | 6H | 43,67 | 44,27 | 44 |
| M 50x1,5 | 6H | 48,376 | 48,676 | 48,5 |
| M 52x1,5 | 6H | 50,376 | 50,676 | 50,5 |
|
|
||||
Gwinty metryczne drobnozwojne
(zasada obliczeń średnicy wiertła)
| Dla skoku | F wiertła = F nominalne gwintu minus dana wartość |
| 0,2 | 0,2 |
| 0,25 | 0,25 |
| 0,35 | 0,35 |
| 0,5 | 0,5 |
| 0,75 | 0,8 |
| 1 | 1 |
| 1,5 | 1,5 |
| 2 | 2 |
| 3 | 3 |
| 4 | 4 |
|
|
|
Gwinty zunifikowane ISO amerykańskie calowe
Gwinty o normalnym skoku (UNC)
| Oznaczenie gwintu | Średnica wewnętrzna dla tolerancji 2B [mm] | Średnica wiertła pod gwint z szeregu wierteł wg DIN 336 [mm] |
|
| min | max | ||
| 1-64 UNC | 1,425 | 1,582 | 1,55 |
| 2-56 UNC | 1,694 | 1,872 | 1,85 |
| 3-48 UNC | 1,941 | 2,146 | 2,1 |
| 4-40 UNC | 2,156 | 2,385 | 2,35 |
| 5-40 UNC | 2,487 | 2,697 | 2,65 |
| 6-32 UNC | 2,642 | 2,896 | 2,85 |
| 8-32 UNC | 3,302 | 3,531 | 3,5 |
| 10-24 UNC | 3,683 | 3,962 | 3,9 |
| 12-24 UNC | 4,343 | 4,597 | 4,5 |
| 1/4-20 UNC | 4,976 | 5,268 | 5,1 |
| 5/16-18 UNC | 6,411 | 6,734 | 6,6 |
| 3/8-16 UNC | 7,805 | 8,164 | 8 |
| 7/16-14 UNC | 9,149 | 9,55 | 9,4 |
| 1/2-13 UNC | 10,584 | 11,013 | 10,8 |
| 9/16-12 UNC | 11,996 | 12,456 | 12,2 |
| 5/8-11 UNC | 13,376 | 13,868 | 13,5 |
| 3/4-10 UNC | 16,299 | 16,833 | 16,5 |
| 7/8-9 UNC | 19,169 | 19,748 | 19,5 |
| 1-8 UNC | 21,963 | 22,598 | 22,25 |
| 1_1/8-7 UNC | 24,648 | 25,349 | 25 |
| 1_1/4-7 UNC | 27,823 | 28,524 | 28 |
| 1_3/8-6 UNC | 30,343 | 31,12 | 30,75 |
| 1_1/2-6 UNC | 33,518 | 34,295 | 34 |
| 1_3/4-5 UNC | 38,951 | 39,814 | 39,5 |
| 2-4_1/2 UNC | 44,689 | 45,598 | 45 |
|
|
|||
Gwinty zunifikowane ISO amerykańskie calowe
Gwinty drobnozwojne (UNF)
| Oznaczenie gwintu | Średnica wewnętrzna dla tolerancji 2B [mm] | Średnica wiertła pod gwint z szeregu wierteł wg DIN 336 [mm] |
|
| min | max | ||
| 1-72 UNF | 1,473 | 1,613 | 1,55 |
| 2-64 UNF | 1,755 | 1,913 | 1,85 |
| 3-56 UNF | 2,024 | 2,197 | 2,15 |
| 4-48 UNF | 2,271 | 2,459 | 2,4 |
| 5-44 UNF | 2,55 | 2,741 | 2,7 |
| 6-40 UNF | 2,819 | 3,023 | 2,95 |
| 8-36 UNF | 3,404 | 3,607 | 3,5 |
| 10-32 UNF | 3,962 | 4,166 | 4,1 |
| 12-28 UNF | 4,496 | 4,724 | 4,6 |
| 1/4-28 UNF | 5,367 | 5,58 | 5,5 |
| 5/16-24 UNF | 6,792 | 7,038 | 6,9 |
| 3/8-24 UNF | 8,379 | 8,626 | 8,5 |
| 7/16-20 UNF | 9,738 | 10,03 | 9,9 |
| 1/2-20 UNF | 11,326 | 11,618 | 11,5 |
| 9/16-18 UNF | 12,761 | 13,084 | 12,9 |
| 5/8-18 UNF | 14,348 | 14,671 | 14,5 |
| 3/4-16 UNF | 17,33 | 17,689 | 17,5 |
| 7/8-14 UNF | 20,262 | 20,663 | 20,4 |
| 1-12 UNF | 23,109 | 23,569 | 23,25 |
| 1_1/8-12 UNF | 26,284 | 26,744 | 26,5 |
| 1_1/4-12 UNF | 29,459 | 29,919 | 29,5 |
| 1_3/8-12 UNF | 32,634 | 33,094 | 32,75 |
| 1_1/2-12 UNF | 35,809 | 36,269 | 36 |
|
|
|||
Gwinty Whitwortha (DIN 11-1970 unieważniona) - BSW
| Oznaczenie gwintu | Średnica wewnętrzna [mm] | Średnica wiertła pod gwint [mm] |
|
| min | max | ||
| BSW 1/16 | - | - | 1,2 |
| BSW 3/32 | - | - | 1,9 |
| BSW 1/8 | - | - | 2,5 |
| BSW 5/32 | - | - | 3,2 |
| BSW 3/16 | - | - | 3,6 |
| BSW 7/32 | - | - | 4,5 |
| BSW 1/4 | 4,744 | 5,224 | 5,1 |
| BSW 5/16 | 6,151 | 6,661 | 6,5 |
| BSW 3/8 | 7,512 | 8,052 | 7,9 |
| BSW 7/16 | 8,809 | 9,379 | 9,25 |
| BSW 1/2 | 10,015 | 10,61 | 10,5 |
| BSW 5/8 | 12,948 | 13,598 | 13,5 |
| BSW 3/4 | 15,831 | 16,538 | 16,5 |
| BSW 7/8 | 18,647 | 19,411 | 19,25 |
| BSW 1 | 21,375 | 22,185 | 22 |
| BSW 1_1/8 | 23,976 | 24,879 | 24,75 |
| BSW 1_1/4 | 27,151 | 28,054 | 28 |
| BSW 1_3/8 | 29,558 | 30,555 | 30,5 |
| BSW 1_1/2 | 32,733 | 33,73 | 33,5 |
| BSW 1_5/8 | 34,834 | 35,921 | 35,5 |
| BSW 1_3/4 | 38,009 | 39,096 | 39 |
| BSW 2 | 43,643 | 44,823 | 44,5 |
| BSW 2_1/4 | 49,1 | 50,42 | 50 |
| BSW 2_1/2 | 55,45 | 56,77 | 57 |
| BSW 2_3/4 | 60,648 | 62,108 | 61 |
| BSW 3 | 66,699 | 68,459 | 68 |
|
|
|||
Gwint rurowy Whitwortha
(Whitworth pipe thread)
| Oznaczenie gwintu | Średnica wewnętrzna [mm] | Średnica wiertła pod gwint z szeregu wierteł wg DIN 336 [mm] |
|
| min | max | ||
| Rp 1/16 | 6,49 | 6,632 | 6,55 |
| Rp 1/8 | 8,495 | 8,637 | 8,6 |
| Rp 1/4 | 11,341 | 11,549 | 11,5 |
| Rp 3/8 | 14,846 | 15,054 | 15 |
| Rp 1/2 | 18,489 | 18,773 | 18,75 |
| Rp 3/4 | 23,975 | 24,259 | 24 |
| Rp 1 | 30,111 | 30,471 | 30,25 |
| Rp 11/4 | 38,772 | 39,132 | 39 |
| Rp 11/2 | 44,665 | 45,025 | 44,85 |
| Rp 2 | 56,476 | 56,836 | 56,5 |
|
|
|||
Gwint rurowy B.S.P. według DIN 259 i DIN-ISO 228
(pipe thread B.S.P.)
| Oznaczenie gwintu | Średnica wewnętrzna [mm] | Średnica wiertła pod gwint z szeregu wierteł wg DIN 336 [mm] |
|
| min | max | ||
| G 1/16 | 6,561 | 6,843 | 6,8 |
| G 1/8 | 8,566 | 8,848 | 8,8 |
| G 1/4 | 11,445 | 11,89 | 11,8 |
| G 3/8 | 14,95 | 15,395 | 15,25 |
| G 1/2 | 18,631 | 19,172 | 19 |
| G 5/8 | 20,587 | 21,128 | 21 |
| G 3/4 | 24,117 | 24,658 | 24,5 |
| G 7/8 | 27,877 | 28,418 | 28,25 |
| G 1 | 30,291 | 30,931 | 30,75 |
| G 1_1/8 | 34,939 | 35,579 | 35,5 |
| G 1_1/4 | 38,952 | 39,592 | 39,5 |
| G 1_1/2 | 44,845 | 45,485 | 45,25 |
| G 1_3/4 | 50,788 | 51,428 | 51 |
| G 2 | 56,656 | 57,296 | 57 |
| G 2_1/4 | 62,752 | 63,392 | 63 |
| G 2_1/2 | 72,226 | 72,866 | 73 |
| G 2_3/4 | 78,576 | 79,216 | 79 |
| G 3 | 84,926 | 85,566 | 85 |
|
|
|||
Gwint stożkowy amerykański, stożek 1:16
(American Taper pipe Thread)
| Oznaczenie gwintu | Średnica wiertła pod gwint [mm] |
| 1/8 | 8,5 |
| 1/4 | 11,1 |
| 3/8 | 14,5 |
| 1/2 | 17,75 |
| 3/4 | 23 |
| 1 | 29 |
| 1_1/4 | 38 |
| 1_1/2 | 44 |
| 2 | 56 |
|
|
|
Gwinty metryczne (dla wygniataków)
| Podstawowa zasada: Średnica wiertła = Średnica zewnętrzna gwintu minus 0,5 x skok Podane w tabeli wartości wyliczono według powyższego wzoru |
|||
| Oznaczenie gwintu | Skok [mm] | Średnica wiertła pod gwint [mm] |
Podane średnice określają jedynie wartości wyjściowe. Średnica wiertła pod gwint w przypadku gwintowników wygniatających zależy od:
Średnice w nawiasach nie należą do szeregu normalnych średnic ISO. |
| M 1 | 0,25 | 0,88 | |
| M 1,1 | 0,25 | 0,98 | |
| M 1,2 | 0,25 | 1,08 | |
| M 1,4 | 0,3 | 1,26 | |
| M 1,6 | 0,35 | 1,45 | |
| (M 1,7) | 0,35 | 1,55 | |
| M 1,8 | 0,35 | 1,65 | |
| M 2 | 0,4 | 1,82 | |
| M 2,2 | 0,45 | 2 | |
| (M 2,3) | 0,4 | 2,1 | |
| M 2,5 | 0,45 | 2,3 | |
| (M 2,6) | 0,45 | 2,4 | |
| M 3 | 0,5 | 2,8 | |
| M 3,5 | 0,6 | 3,25 | |
| M 4 | 0,7 | 3,7 | |
| M 5 | 0,8 | 4,65 | |
| M 6 | 1 | 5,55 | |
| M 7 | 1 | 6,5 | |
| M 8 | 1,25 | 7,4 | |
| M 10 | 1,5 | 9,3 | |
| M 12 | 1,75 | 11,2 | |
| M 14 | 2 | 13,1 | |
| M 16 | 2 | 15,1 | |
|
|
|||
Gwinty metryczne drobnozwojne ISO (dla wygniataków)
| Oznaczenie gwintu | Średnica wiertła pod gwint [mm] |
| M 4x0,5 | 3,8 |
| M 5x0,5 | 4,8 |
| M 6x0,5 | 5,8 |
| M 8x0,5 | 7,8 |
| M 6x0,75 | 5,65 |
| M 8x0,75 | 7,65 |
| M 10x0,75 | 9,65 |
| M 8x1 | 7,55 |
| M 10x1 | 9,55 |
| M 12x1 | 11,55 |
| M 14x1 | 13,55 |
| M 16x1 | 15,55 |
| M 18x1 | 17,55 |
| M 12x1,5 | 11,3 |
| M 14x1,5 | 13,3 |
| M 16x1,5 | 15,3 |
| M 18x1,5 | 17,3 |
| M 20x1,5 | 19,3 |
|
|
|
Gwinty zunifikowane ISO amerykańskie calowe
o normalnym skoku (UNC) (dla wygniataków)
| Oznaczenie gwintu | Skok [mm] | Średnica wiertła pod gwint [mm] |
| 2-56 UNC | 0,454 | 1,97 |
| 3-48 UNC | 0,529 | 2,26 |
| 4-40 UNC | 0,635 | 2,55 |
| 5-40 UNC | 0,635 | 2,87 |
| 6-32 UNC | 0,794 | 3,15 |
| 8-32 UNC | 0,794 | 3,8 |
| 10-24 UNC | 1,058 | 4,3 |
| 12-24 UNC | 1,058 | 5 |
| 1/4-20 UNC | 1,27 | 5,75 |
| 5/16-18 UNC | 1,411 | 7,25 |
| 3/8-16 UNC | 1,588 | 8,75 |
|
|
||
Gwinty zunifikowane ISO amerykańskie calowe
drobnozwojne (UNF) (dla wygniataków)
| Oznaczenie gwintu | Skok [mm] | Średnica wiertła pod gwint [mm] |
| 4-48 UNF | 0,529 | 2,6 |
| 5-44 UNF | 0,577 | 2,9 |
| 6-40 UNF | 0,635 | 3,2 |
| 8-36 UNF | 0,706 | 3,85 |
| 10-32 UNF | 0,794 | 4,45 |
| 12-28 UNF | 0,907 | 5,05 |
| 1/4-28 UNF | 0,907 | 5,9 |
| 5/16-24 UNF | 1,058 | 7,45 |
| 3/8-24 UNF | 1,058 | 9 |
|
|
||
Gwinty rurowe B.S.P. (G) (dla wygniataków)
| Oznaczenie gwintu | Skok [mm] | Średnica wiertła pod gwint [mm] |
| G 1/16 | 0,907 | 7,3 |
| G 1/8 | 0,907 | 9,3 |
| G 1/4 | 1,337 | 12,5 |
| G 3/8 | 1,337 | 16 |
| G 1/2 | 1,814 | 20,1 |
|
|
||
Pogłębiacze Fenes - Legenda i warunki użytkowania
LEGENDA
| Norma | |
|---|---|
 |
Narzędzie wykonano wg normy DIN 335 |
 |
Narzędzie wykonano wg normy FENES S.A. |
| Geometria części skrawającej | |
 |
Kąt wierzchołkowy |
| Rodzaj chwytu [forma mocowania] | |
 |
Chwyt stoż. Morse'a z płetwą wg DIN 228-B |
| Materiał części skrawającej | |
|
Stal szybkotnąca standardowa |
| Powłoki na części skrawającej | |
 |
TiN |
WARUNKI UŻYTKOWANIA
| Materiały obrabiane | Twardość | ||
|---|---|---|---|
| HRC | Rm [N/mm?] | ||
| 1.1 | Stale niestopowe | < 22 | 800 |
| 1.2 | Stale niestopowe i stopowe | < 32 | 1000 |
| 1.3 | Stale stopowe | < 38 | 1200 |
| 1.4 | Stale stopowe | < 44 | 1400 |
| 1.5 | Stale stopowe hartowane | < 63 | |
| 2.1 | Stale nierdzewne i kwasoodporne | < 22 | 800 |
| 2.2 | Stale nierdzewne i kwasoodporne z podwyższoną zawartością chromu i niklu | < 32 | 1000 |
| 3.1 | Żeliwo szare | ||
| 3.2 | Żeliwo sferoidalne, żeliwo ciągliwe | ||
| 4.1 | Tytan | < 22 | 800 |
| 4.2 | Stopy tytanu | < 38 | 1200 |
| 5.1 | Aluminium, miedź | ||
| 5.2 | Stopy aluminium, stopy miedzi | ||
| 6 | Tworzywa sztuczne | ||
Rozwiertaki - informacje techniczne wg Fenes
LEGENDA
| Norma | |||
|---|---|---|---|
 |
Narzędzie wykonano wg normy DIN 9 |  |
Narzędzie wykonano wg normy PN-89/M-5890 |
| Geometria części skrawającej | |||
 |
Narzędzie stożkowe określone zbieżnością przeciwległych krawędzie skrawających | ||
| Rodzaj chwytu [forma mocowania] | |||
 |
Chwyt walcowy z zabierakiem kwadratowym wg DIN 10 |  |
Chwyt toż. Morse'a z płetwą wg DIN 228-B |
|
Narzędzie nasadzane z zabierakiem czołowym wg DIN 138 | ||
| Materiał części skrawającej | |||
|
Narzędzia pełnowęglikowe | |
Stal szybkotnąca standardowa |
|
Stal szybkotnąca z zawartością | ||
| Powłoki na części skrawającej | |||
|
TiAIN | ||
INFORMACJE TECHNICZNE
Obliczanie średnicy części skrawającej rozwiertaka:
| Oznaczenia |  |
|---|---|
| Średnica nominalna otworu | |
| Górny wymiar graniczny otworu | |
| Dolny wymiar graniczny otworu | |
| Tolerancja wykonania otworu | |
| Zapas na rozbicie | |
| Tolerancja wykonania rozwiertaka | |
| Górny wymiar graniczny rozwiertaka | |
| Dolny wymiar graniczny rozwiertaka |
| Granica zużycia rozwiertaka |
|---|
| w trakcie eksploatacji następuje wtedy, gdy dmin=Dmin |
| Sposób obliczania |
|
dmax=Dmax-0.15T dmin=Dmax-0.35T Wartość 0.15T i o.35T zaokrągla się w górę do 0.001 mm |
Parametry skrawania dla rozwiertaków:
| Materiały obrabiane | Φ d | Vc [m/min] | Posuw [mm/obr] | |
|---|---|---|---|---|
| 1.1 | Stale niestopowe | 10÷20 | 8÷12 | 0,18÷0,22 |
| 1.2 | Stale niestopowe i stopowe | 10÷20 | 8÷12 | 0,18÷0,22 |
| 1.3 | Stale stopowe | 10÷20 | 6÷10 | 0,18÷0,22 |
| 1.4 | Stale stopowe | 10÷20 | 6÷10 | 0,18÷0,22 |
| 2.1 | Stale nierdzewne i kwasoodporne | 10÷20 | 6÷10 | 0,18÷0,22 |
| 2.2 | Stale nierdzewne i kwasoodporne z podwyższoną zawartością chromu i niklu | 10÷10 | 6÷10 | 0,18÷0,22 |
| 3.1 | Żeliwo szare | 10÷20 | 8÷15 | 0,18÷0,22 |
| 3.2 | Żeliwo sferoidalne, żeliwo ciągliwe | 10÷20 | 6÷12 | 0,18÷0,22 |
| 5.1 | Aluminium, miedź | 10 10÷20 | 15÷25 20÷30 | 0,18÷0,22 |
| 5.2 | Stopy aluminium, stopy miedzi | 10 10÷20 | 15÷25 20÷30 | 0,18÷0,22 |
Więcej artykułów…
- Nawiertaki Fenes - Legenda i parametry skarawania
- Wiertła monolityczne z węglika - moc, moment obrotowy i opory skrawania - wg KENNAMETAL
- Wiertła monolityczne z węglika - zastosowanie wierteł TX - wg KENNAMETAL
- Wiertła monolityczne z węglika (SE) zastosowanie, rozwiązywanie problemów - wg KENNAMETAL
![]()
Znajdziesz nas także na
