")
")


- 85 664 75 34
- handel@darmet.com.pl
- Darmet sp. z o.o.
Zakład Obróbki Skrawaniem
ul. Komunalna 4c, 15-197 Białystok
Nasz adres:
Darmet sp. z o.o.
Zakład Obróbki Skrawaniem
ul. Komunalna 4c, 15-197 Białystok
Nasz e-mail:
handel@darmet.com.pl
Telefon:
+48 85 664 75 34
Select your language
Gwintowanie
Narzynki Fanar - informacje techniczne
TYPY NARZYNEK
Firma FANAR proponuje dwa ogólne rodzaje narzynek, dzielące się na kilka typów wykonania:
- Narzynki maszynowe
- 800 wykonane z HSS, z nakrojem 1,75xP
- 800 LH (lewoskrętne) wykonane z HSS. z nakrojem 1,75xP
- 800 SPN wykonane z HSS, z nakrojem 1,75xP i skośną powierzchnią natarcia (SPN)
- INOX ? wykonana z HSSE, z nakrojem 2,25xP, skośną powierzchnią natarcia, oksydowane
- Ms ? wykonane z HSS, z nakrojem 1,25xP i geometrią rekomendowaną do obróbki mosiądzu
- Narzynki do zestawów narzędziowych
- produkowane z HSS, z nakrojem 1,75xP, w gabarycie D25 (średnica wszystkich narzynek wynosi 25mm, wysokość narzynek wynosi 9 mm)
- produkowane z HSS, z nakrojem 1,75xP, w gabarycie D38 (średnica wszystkich narzynek wynosi 38mm, wysokość narzynek wynosi 14 mm)
Narzynki maszynowe można wykorzystywać również do gwintowania ręcznego. W tym celu należy dobrać właściwą oprawkę, pasującą do średnicy i wysokości narzynki, zależnie od średnicy gwintu.
INFORMACJE TECHNICZNE
Narzynki maszynowe
| Typ gwintu |  |
|
|---|---|---|
 |
Gwint metryczny zwykły ISO DIN-13 | |
| Norma | ||
 |
DIN-EN 22 568 | |
| Zarys gwintu | ||
 |
Kąt i skok gwintu | |
| Rysunek techniczny | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
 |
||||||||||
| Typ narzynki | 800 | 800 LH | 800 SPN | INOX | Ms | |||||
| Rodzaj materiału | HSS | HSS | HSS | HSS-E | HSS | |||||
| Nakrój | 1,75P | 1,75P | 1,75P | 2,25P | 1,25P | |||||
| Tolerancja | 6g | 6g | 6g | 6g | 6g | |||||
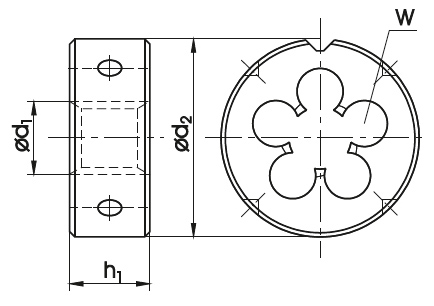
| M ? d1 |
P | ? d2 x h1 | W | Średnica chwytu gwintownika |
Kod rozmiaru | Kod serii narzynek | ||||
| N1-121001- | N1-111001- | N1-141001- | N2-188001- | N1-164001- | ||||||
| M 1 | 0,25 | 16 x 5 | 3 | 0,96 | 0010 |  |
||||
| M 1,1 | 0,25 | 16 x 5 | 3 | 1,05 | 0011 | |
||||
| M 1,2 | 0,25 | 16 x 5 | 3 | 1,15 | 0012 | |
||||
| M 1,4 | 0,3 | 16 x 5 | 3 | 1,35 | 0014 | |
||||
| M 1,6 | 0,35 | 16 x 5 | 3 | 1,55 | 0016 | |
||||
| M 1,8 | 0,35 | 16 x 5 | 3 | 1,75 | 0018 | |
||||
| M 2 | 0,4 | 16 x 5 | 3 | 1,95 | 0020 | |
||||
| M 2,2 | 0,45 | 16 x 5 | 3 | 2,15 | 0022 | |
||||
| M 2,5 | 0,45 | 16 x 5 | 3 | 2,42 | 0025 | |
||||
| M 3 | 0,5 | 20 x 5 | 3 | 2,92 | 0030 | |
|
|
|
|
| M 3,5 | 0,6 | 20 x 5 | 3 | 3,41 | 0035 | |
|
|
|
|
| M 4 | 0,7 | 20 x 5 | 3 | 3,90 | 0040 | |
|
|
|
|
| M 4,5 | 0,75 | 20 x 7 | 3 | 4,40 | 0045 | |
|
|
|
|
| M 5 | 0,8 | 20 x 7 | 3 | 4,90 | 0050 | |
|
|
|
|
| M 6 | 1 | 20 x 7 | 4 | 5,88 | 0060 | |
|
|
|
|
| M 7 | 1 | 25 x 9 | 4 | 6,88 | 0070 | |
|
|
|
|
| M 8 | 1,25 | 25 x 9 | 4 | 7,86 | 0080 | |
|
|
|
|
| M 9 | 1,25 | 25 x 9 | 4 | 8,86 | 0090 | |
|
|
|
|
| M 10 | 1,5 | 30 x 11 | 4 | 9,85 | 0100 | |
|
|
|
|
| M 11 | 1,5 | 30 x 11 | 4 | 10,85 | 0110 | |
|
|
|
|
| M 12 | 1,75 | 38 x 14 | 4 | 11,83 | 0120 | |
|
|
|
|
| M 14 | 2 | 38 x 14 | 4 | 13,82 | 0140 | |
|
|
|
|
| M 16 | 2 | 45 x 18 | 5 | 15,82 | 0160 | |
|
|
|
|
| M 18 | 2,5 | 45 x 18 | 5 | 17,79 | 0180 | |
|
|
|
|
| M 20 | 2,5 | 45 x 18 | 5 | 19,79 | 0200 | |
|
|
|
|
| M 22 | 2,5 | 55 x 22 | 5 | 21,79 | 0220 | |
|
|
|
|
| M 24 | 3 | 55 x 22 | 5 | 23,76 | 0240 | |
|
|
|
|
| M 27 | 3 | 65 x 25 | 5 | 26,76 | 0270 | |
|
|
|
|
| M 30 | 3,5 | 65 x 25 | 6 | 29,73 | 0300 | |
|
|
|
|
| M 33 | 3,5 | 65 x 25 | 6 | 32,73 | 0330 | |
|
|
|
|
| M 36 | 4 | 65 x 25 | 7 | 35,70 | 0360 | |
|
|
|
|
| M 39 | 4 | 75 x 30 | 7 | 38,70 | 0390 | |
|
|
|
|
| M 42 | 4,5 | 75 x 30 | 7 | 41,68 | 0420 | |
|
|
|
|
| M 45 | 4,5 | 90 x 36 | 7 | 44,68 | 0450 | |
|
|
|
|
| M 48 | 5 | 90 x 36 | 7 | 47,66 | 0480 | |
|
|
|
|
| M 52 | 5 | 90 x 36 | 8 | 51,66 | 0520 | |
|
|
|
|
| M 56 | 5,5 | 105 x 36 | 6 | 55,65 | 0560 | |
|
|
|
|
| M 60 | 5,5 | 105 x 36 | 8 | 59,65 | 0600 | |
|
|
|
|
| M 64 | 6 | 120 x 36 | 7 | 63,62 | 0640 | |
|
|
|
|
| M 68 | 6 | 120 x 36 | 8 | 67,62 | 0680 | |
|
|
|
|
- narzynki które są produkowane w ramach danego typu
Narzynki do zestawów narzędziowych
| Typ gwintu | |
|
|---|---|---|
|
Gwint metryczny zwykły ISO DIN-13 | |
| Norma | ||
|
~DIN-EN 22 568 | |
| Zarys gwintu | ||
|
Kąt i skok gwintu | |
| Rysunek techniczny | |||||||||
|---|---|---|---|---|---|---|---|---|---|
|
|||||||||
| Typ narzynki | 800 | 800 | |||||||
| Rodzaj materiału | HSS | HSS | |||||||
| Wykonanie (gabaryt) | D25 | D38 | |||||||
| Nakrój | 1,75P | 1,75P | |||||||
| Tolerancja | 6g | 6g | |||||||
| M ? d1 |
P | ? d2 x h1 | W | Średnica chwytu gwintownika |
Kod rozmiaru | Kod serii narzynek | |||
| N1-121251- | N1-121381- | ||||||||
| M 3 | 0,5 | 25 x 9 | 3 | 2,92 | 0030 | |
|||
| M 4 | 0,7 | 25 x 9 | 3 | 3,90 | 0040 | |
|||
| M 5 | 0,8 | 25 x 9 | 3 | 4,90 | 0050 | |
|||
| M 6 | 1 | 25 x 9 | 3 | 5,88 | 0060 | |
|||
| M 7 | 1 | 25 x 9 | 4 | 6,88 | 0070 | Dostępne pod indeksem N1-121001-0070 (patrz: narzynki maszynowe) |
|||
| M 8 | 1,25 | 25 x 9 | 4 | 7,86 | 0080 |
Dostępne pod indeksem N1-121001-0080 |
|||
| M 10 | 1,5 | 25 x 9 | 5 | 9,85 | 0100 | |
|||
| M 12 | 1,75 | 25 x 9 | 6 | 11,83 | 0120 | |
|||
| M 16 | 2 | 38 x 14 | 6 | 15,82 | 0160 | |
|||
| M 20 | 2,5 | 38 x 14 | 6 | 19,79 | 0200 | |
|||
Gwintowniki - informacje techniczne wg Fenes
LEGENDA
| Norma | |||
|---|---|---|---|
 |
Narzędzie wykonano wg normy DIN 371 | ||
| Rodzaj gwintu | |||
 |
Gwint metryczny zwykły |  |
Gwint metryczny drobnozwojny |
 |
Gwint rurowy walcowy | ||
| Zarys gwintu | |||
 |
Kąt i skok gwintu | ||
| Typ otworu | |||
 |
Otwór przelotowy |  |
Otwór nieprzelotowy |
| Materiał części skrawającej | |||
 |
Stal szybkotnąca standardowa |  |
Stal szybkotnąca z zawartością kobaltu |
| Powłoki na części skrawającej | |||
 |
OX |  |
TiN |
 |
TiCN | ||
INFORMACJE TECHNICZNE
Materiały użyte do produkcji gwintowników:
| Symbol | Gatunek stali wg PN-77/H-85023 i PN-86/H-85022 | Oznaczenie wg DIN | Przeznaczenie |
|---|---|---|---|
| HSS | Stal szybkotnąca | 1.3343 S-6-5-2 | Gwintowniki ręczne |
| HSS-E | Stal szybkotnąca | 1.3243 S-6-5-2-5 | Gwintowniki maszynowe |
Rodzaje nakrojów i rowków wiórowych:
| Rodzaj nakroju | Długość nakroju wyrażona w ilości zwojów gwintu | Kąt nakroju | Rodzaj rowków wiórowych | Zastosowanie |
|---|---|---|---|---|
| A, B | (3,5÷5,5)P | 8° | Proste (A), proste ze skośną powierzchnią natarcia (B) | Różnej długości otwory przelotowe w materiałach dających wióry średnie i długie |
| C | (2÷3)P | 15° | Śrubowe | Otwory nieprzelotowe, otwory przelotowe w materiałach dających wióry krótkie |
W wykonaniu "FENES" S.A. przyjęto:
- Dla otworów przelotowych gwintowniki maszynowe posiadają rowki wiórowe proste ze skośną powierzchnią natarcia (B). W tym przypadku wióry są wypychane w kierunku gwintowania (do przodu) i przy wycofywaniu gwintownika nie powodują jego zakleszczania.
- Dla otworów nieprzelotowych gwintowniki maszynowe posiadają rowki skrętne, które podczas gwintowania "wyciągają" wióry z otworu (nakrój C). Jedynie gwintowniki ręczne mają rowki wiórowe proste (nakrój A)
Obróbka powierzchniowa - powłoki:
| Symbol | Nazwa | Kolor | Twardość HV 0,05 | Zastosowanie |
|---|---|---|---|---|
| OX | Oksydowany | Czarny | - | Uniwersalne |
| TiN | Azotek tytanu | Złoty | 2300 | Uniwersalne |
| TiCN | Węgloazotek tytanu | Szarofioletowy | 3000 | Trudnoobrabialne, twarde stale |
Klasy gwintowników a pola tolerancji gwintu wewnętrznego:
| Gwint nakrętki Położenie tolerancji H | Klasa gwintownika | Gwint nakrętki Położenie tolerancji G | |||
|---|---|---|---|---|---|
|
|
|||||
| Symbol klasy wg normy | Pole tolerancji gwintu wewnętrznego | ||||
|
PN - 72 M-57800 |
PN-EN 22875:1999 | DIN 802 | |||
| 2A | ISO-2 | 6H | 4G | 5G | 6H |
Gwintownik - cechowanie narzędzia:
|
|
|||||||
| DIN 371 | C | M10 | ISO2 | 6H | R42?20" | HSSE-TiN | H01 |
|---|---|---|---|---|---|---|---|
| Symbol normy | Forma nakroju | Wymiar gwintu | Klasa gwintownika | Pole tolerancji | Kierunek oraz kąt pochylenia linii śrubowej rowków wiórowych | Materiał części skrawającej oraz opcjonalnie rodzaj powłoki | Nr partii produkcyjnej |
Warunki użytkowania:
| Materiały obrabiane | Twardość | ||
|---|---|---|---|
| HRC | Rm [N/mm?] | ||
| 1.1 | Stale niestopowe | < 22 | 800 |
| 1.2 | Stale niestopowe i stopowe | < 32 | 1000 |
| 1.3 | Stale stopowe | < 38 | 1200 |
| 1.4 | Stale stopowe | < 44 | 1400 |
| 1.5 | Stale stopowe hartowane | < 63 | |
| 2.1 | Stale nierdzewne i kwasoodporne | < 22 | 800 |
| 2.2 | Stale nierdzewne i kwasoodporne z podwyższoną zawartością chromu i niklu | < 32 | 1000 |
| 3.1 | Żeliwo szare | ||
| 3.2 | Żeliwo sferoidalne, żeliwo ciągliwe | ||
| 4.1 | Tytan | < 22 | 800 |
| 4.2 | Stopy tytanu | < 38 | 1200 |
| 5.1 | Aluminium, miedź | ||
| 5.2 | Stopy aluminium, stopy miedzi | ||
| 6 | Tworzywa sztuczne | ||
Gwintowniki maszynowe Fenes - dobór parametrów skrawania
GWINTOWNIKI MASZYNOWE
 Otwór przelotowy  Otwór nieprzelotowy |
 |
 |
 |
 |
 |
 |
 |
 |
 |
Prędkość skrawania Vc [m/min] |
|
| Typ otworu | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | ||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Nakrój | B | C | B | C | B | C | B | C | B | ||
| 1 | Stale niestopowe; Rm?800 N/mm2 |
|
|
|
|
|
|
|
10÷20* [1] 20÷50 |
||
| 2 | Stale niestopowe i stopowe; Rm?1000 N/mm2 |
 |
|
|
|
|
|
|
10÷20* [1] 20÷50 |
||
| 3 | Stale niestopowe i stopowe; Rm?1200 N/mm2 |
|
|
|
|
5÷20* [1] | |||||
| 4 | Stale niestopowe i stopowe; Rm?1400 N/mm2 |
|
|
3÷10* [1] | |||||||
| 5 | Stale nierdzewne i kwasoodporne; [V2A] |
|
|
2÷5* [1] | |||||||
| 6 | Stale nierdzewne i kwasoodporne z podwyższoną zawartością chromu i niklu; [V4A] |
|
|
10÷20* [1] | |||||||
| 7 | Stale nierdzewne i kwasoodporne; [V2A i V4A] |
|
|
10÷20* [1] | |||||||
| 8 | Stale szybkotnące | |
|
5÷20* [1] | |||||||
| 9 | Żeliwo szare; [GG] |
|
|
10÷20* [2] | |||||||
| 10 | Żeliwo sferoidalne, żeliwo ciągliwe; [GGG, GT] |
|
|
20÷50* [2] | |||||||
| 11 | Żeliwo wermikularne; [GGV, GJV, CGI] |
|
|
20÷50* [2] | |||||||
| 12 | Aluminium, miedź, stopy miedzi; | |
|
30÷50* [1] | |||||||
| 13 | Stopy aluminium, stopy miedzi; | |
|
30÷50* [1] | |||||||
| 14 | Tworzywa termoplastyczne; | |
|
|
|
|
|
20÷30* [3] | |||
Zastosowanie rekomendowane; Zastosowanie warunkowe
[1] olej/emulsja; [2] emulsja bez chłodzenia; [3] bez chłodzenia lub powietrze
* dla gwintowników oksydowanych; Vc=10-20m/mn, dla pozostałych Vc=20-50m/min
Tabela materiałów obrabianych:
| Rodzaj materiału | Grupa | Przedstawiciele wg DIN |
Prędkość skrawania |
|
| Oznaczenie | DIN | |||
|
Stale niestopowe Rm?800 N/mm2 |
1 | St37-3 | 1.0116 |
10÷20 [m/min] 20÷50 [m/min] |
| St52-3 | 1.0507 | |||
| St60-2 | 1.0060 | |||
| StE 255 (S255N) | 1.0461 | |||
| StE 460 (P460N) | 1.8905 | |||
| StE 500 (S500N) | 1.8907 | |||
| C10 | 1.0301 | |||
| C22 | 1.0402 | |||
| C35 | 1.0501 | |||
| C40 | 1.0511 | |||
| GS-38 (GE200) | 1.0420 | |||
| GS-45 (GE240) | 1.0446 | |||
| GS-52 (GE260) | 1.0552 | |||
| GS-60 (GE300) | 1.0558 | |||
| 35S 20 | 1.0726 | |||
| 9S 20 | 1.0711 | |||
| 9SMn 28 | 1.0715 | |||
| 9SMn 36 | 1.0736 | |||
| 9SMnPb 28 | 1.0718 | |||
| 9SMNPb 36 | 1.0737 | |||
| 13Cr 3 | 1.7012 | |||
| 16MnCr 5 | 1.7131 | |||
| C15 | 1.0401 | |||
|
Stale niestopowe i stopowe Rm?1000 N/mm2 |
2 | Cf53 | 1.1213 |
10÷20 [m/min] 20÷50 [m/min] |
| Ck45 | 1.1191 | |||
| Ck55 | 1.1203 | |||
| Ck60 | 1.1221 | |||
| 15Cr 3 | 1.7015 | |||
| 15CrMo 5 | 1.7262 | |||
| 25CrMo 4 | 1.7218 | |||
| 32CrMo 12 | 1.7361 | |||
| 34Cr 4 | 1.7033 | |||
| 35CrMo 4 | 1.2330 | |||
| 35CrNiMo 6 | 1.6582 | |||
| 40Mn 4 | 1.1157 | |||
| 41Cr 4 | 1.7035 | |||
| 42CrMo 4 | 1.7225 | |||
| 47CrMo 4 | 1.2332 | |||
| C35 E | 1.1181 | |||
| C45 | 1.0503 | |||
| C55 | 1.0535 | |||
| C60 | 1.0601 | |||
| Cf35 | 1.1183 | |||
| Ck22 | 1.1151 | |||
| Ck25 | 1.1158 | |||
| 14NiCr 14 | 1.5752 | |||
| 16MnCr 5 | 1.7131 | |||
| Ck15 | 1.1141 | |||
|
Stale niestopowe i stopowe Rm?1200 N/mm2 |
3 | 39CrMoV | 1.8523 |
5÷20 [m/min] |
| 100 Cr 6 | 1.3505 | |||
| 25CrMo 4 | 1.7218 | |||
| 30CrNiMo 8 | 1.6580 | |||
| 32CrMo 12 | 1.7361 | |||
| 34Cr 4 | 1.7033 | |||
| 40Mn4 | 1.1157 | |||
| 41CrMo 4 | 1.7223 | |||
| 42CrMo 4 V | 1.7225 | |||
| StE690 V | 1.8931 | |||
| StE960 V | 1.8941 | |||
| 100Cr 6 | 1.2067 | |||
| 100MnCrW 4 | 1.2510 | |||
| 100V 1 | 1.2833 | |||
| 115CrV 3 | 1.2210 | |||
| 50CrV 4 | 1.8159 | |||
| 58CrV 4 | 1.8161 | |||
| 60WCrV 7 | 1.2550 | |||
| 90MnCrV 8 | 1.2842 | |||
| S10-4-3-10 | 1.3207 | |||
| X100 CrMoV 5 1 | 1.2363 | |||
| X165 CrMoV 12 | 1.2601 | |||
| X210 Cr 12 | 1.2080 | |||
| X210 CrW 12 | 1.2436 | |||
| X50 CrMoW 9 11 | 1.2631 | |||
| 35NiCrMo 16 | 1.2766 | |||
| 40CrMnMo 7 | 1.2311 | |||
| 45WCrV 7 | 1.2542 | |||
| 55NiCrMoV 6 | 1.2713 | |||
| 60NiCrMoV 12 4 | 1.2743 | |||
| X30WCrV 5 3 | 1.2567 | |||
| X30WCrV 9 3 | 1.2581 | |||
| X32CrMoV 3 3 | 1.2365 | |||
| X36CrMo 17 | 1.2316 | |||
| X38CrMoV 5 1 | 1.2343 | |||
| X40CrMoV 5 1 | 1.2344 | |||
| X42Cr 13 | 1.2083 | |||
| 14NiCr 14 | 1.5752 | |||
| 16MnCr 5 V | 1.7131 | |||
| 17CrNiMo 6 | 1.6587 | |||
| 31CrMo V 9 | 1.8519 | |||
| 34CnAlNi 7 | 1.8550 | |||
| 35CrNiMo 6 | 1.6582 | |||
|
Stale niestopowe i stopowe Rm?1400 N/mm2 |
4 | 35CrNiMo 6 | 1.6582 |
3÷10 [m/min] |
| NiCr19 CoMo | 2.4973 | |||
| X5NiCrTi 26 15 | 1.4980 | |||
| 50CrV 4 | 1.8159 | |||
| 56NiCrMoV 7 | 1.2714 | |||
| X155CrVMo 12 1 | 1.2379 | |||
|
Stale nierdzewne i kwasoodporne (V2A) |
5 | GX10CrNi 18 8 | 1.4312 |
3÷10 [m/min] |
| GX20Cr 14 | 1.4027 | |||
| GX5CrNi 19 10 | 1.4308 | |||
| GX8CrNi 13 | 1.4008 | |||
| X10Cr 13 | 1.4006 | |||
| X10CrNiS 18 9 | 1.4305 | |||
| X105CrMo 17 | 1.4125 | |||
| X12CrMoS 17 | 1.4104 | |||
| X12CrNi 17 7 | 1.4310 | |||
| X12CrS 13 | 1.4005 | |||
| X15Cr 13 | 1.4024 | |||
| X2CrNi 18 9 | 1.4306 | |||
| X2CrNiN 18 10 | 1.4311 | |||
| X20Cr 13 | 1.4021 | |||
| X20CrNi 17 2 | 1.4057 | |||
| X22CrNi 17 | 1.4057 | |||
| X10CrNiS 18 9 | 1.4305 | |||
| X3CrNiN 17 8 | 1.4319 | |||
| X30Cr 13 | 1.4028 | |||
| X39Cr 13 | 1.4031 | |||
| X46Cr 13 | 1.4034 | |||
| X5CrNi 18 12 | 1.4303 | |||
| X5CrNi 18 9 | 1.4301 | |||
| X5CrNi 18 9 | 1.4350 | |||
| X6CrAl 13 | 1.4002 | |||
| X6CrMo 17 | 1.4113 | |||
| X7Cr 13 | 1.4000 | |||
| X8Cr 17 | 1.4016 | |||
|
Stale nierdzewne i kwasoodporne z podwyższoną zawartością chromu i niklu (V4A) |
6 | GX5CrNiMo 19 11 | 1.4408 |
10÷20 [m/min] |
| GX5Cr 19 10 | 1.4552 | |||
| X1NiCrMoCuN 25 20 5 | 1.4539 | |||
| X10CrNiTi 18 9 | 1.4541 | |||
| X2CrMoTi 18 2 | 1.4521 | |||
| X2CrNiMo 17 13 2 | 1.4404 | |||
| X2CrNiMo 18 12 | 1.4435 | |||
| X2CrNiMoS 18 16 | 1.4438 | |||
| X2CrNiMoN 17 12 2 | 1.4406 | |||
| X2CrNiMoN 17 13 3 | 1.4429 | |||
| X2CrNiMon 22 5 3 | 1.4462 | |||
| X3NiCrCuMoTi 27 23 | 1.4503 | |||
| X4CrNiMoN 27 5 2 | 1.4460 | |||
| X5CrNiCuNb 17 4 | 1.4542 | |||
| X5CrNiMo 17 1 | 1.4401 | |||
| X5CrNiMo 17 13 | 1.4449 | |||
| X5CrNiMo 17 13 3 | 1.4436 | |||
| X5CrNiNb 18 10 | 1.4546 | |||
| X5NiCrMoCuNb 20 18 | 1.4505 | |||
| X6CrNb 17 | 1.4511 | |||
| X6CrNiMoTi 17 12 2 | 1.4571 | |||
| X6CrNiNb 18 10 | 1.4550 | |||
| X6CrTi 12 | 1.4512 | |||
| X6CrTi 17 | 1.4510 | |||
| X12CrNiMo 12 | 1.4939 | |||
|
Stale nierdzewne i kwasoodporne (V2A i V4A) |
7 | X5NiCrTi26-15 | 1.4980 |
10÷20 [m/min] |
| X5CrNi 13 4 | 1.4313 | |||
| GX30CrSi6 | 1.4710 | |||
| X50CrMnNiNbN21-9 | 1.4882 | |||
| X55CrMnNiN20-8 | 1.4875 | |||
| X19CrMoNbVN11-1 | 1.4913 | |||
| X14CrMoS17 | 1.4104 | |||
| X4CrNiMo 16-5-1 | 1.4418 | |||
| X5CrNiCuNb 16-4 | 1.4542 | |||
| GXZ5CrNi 13-4 | 1.4317 | |||
| X20CrMo 13 | 1.4120 | |||
|
Stale szybkotnące |
8 | S12-1-4-5 | 1.3202 |
5÷20 [m/min] |
| S18-0-1 | 1.3355 | |||
| S18-1-2-10 | 1.3265 | |||
| S18-1-2-5 | 1.3255 | |||
| S2-10-1-8 | 1.3247 | |||
| S2-9-1 | 1.3346 | |||
| S2-9-2 | 1.3348 | |||
| S2-9-2-8 | 1.3249 | |||
| S5-5-3 | 1.3344 | |||
| S6-5-2 | 1.3343 | |||
| S6-5-2-5 | 1.3243 | |||
| S7-4-2-5 | 1.3246 | |||
| SC6-5-2 | 1.3342 | |||
|
Żeliwo szare (GG) |
9 | GG10 (EN-GJL-100) | 0.6010 |
10÷20 [m/min] |
| GG15 (EN-GJL-150) | 0.6015 | |||
| GG20 (EN-GJL-200) | 0.6020 | |||
| GG25 (EN-GJL-250) | 0.6025 | |||
| GG30 (EN-GJL-300) | 0.6030 | |||
| GG35 (EN-GJL-350) | 0.6035 | |||
| GG40 (EN-GJL-400) | 0.6040 | |||
|
Żeliwo sferoidalne, żeliwo ciągliwe (GGG, GT) |
10 | GGG40 (EN-GJS-400-25) | 0.7040 |
20÷50 [m/min] |
| GGG50 (EN-GJS-500-7) | 0.7050 | |||
| GGG60 (EN-GJS-600-3) | 0.7060 | |||
| GGG70 (EN-GJS-700-2) | 0.7070 | |||
| GGG80 (EN-GJS-800-2) | 0.7080 | |||
| GTS55-05 | 0.8055 | |||
| GTW35-04 | 0.8035 | |||
|
Żeliwo wermikularne (GGV, GJV, CGI) |
11 | GJV-300 |
20÷50 [m/min] |
|
| GJV-400 | ||||
| GGV-30 | ||||
| GGV-40 | ||||
|
Aluminium, miedź, stopy miedzi |
12 | Al99 | 3.0205 |
30÷50 [m/min] |
| Al99,9 | 3.0305 | |||
| Al99,9 R | 3.0400 | |||
| E-Al | 3.0257 | |||
| SF-Cu | 2.0090 | |||
| CuZn20 (Ms80) | 2.0250 | |||
| CuZn30 (Ms70) | 2.0265 | |||
| CuZn37 | 2.0321 | |||
| G-CuSn 6 ZnNi | 2.1093 | |||
| G-CuSn 5 ZnPb | 2.1096 | |||
|
Stopy aluminium, stopy miedzi |
13 | G-AlSi12 | 3.2581 |
30÷50 [m/min] |
| G-AlSi 10 Mg | 3.2383 | |||
| G-AlSi 12 (Cu) | 3.2583 | |||
| G-AlSi 5 Mg | 3.2341 | |||
| G-AlSi 6 Cu | 3.2151 | |||
| G-AlSi 7 Mg | 3.2371 | |||
| G-AlSi 8 Cu 3 | 3.2161 | |||
| G-AlSi 9 Mg | 3.2373 | |||
| G-CuAl 10 Ni | 2.0975 | |||
| GD-AlSi 12 (Cu) | 3.2982 | |||
| CuSn 6 Zn 6 | 2.1080 | |||
|
Tworzywa termoplastyczne |
14 | Polyamid |
20÷30 [m/min] |
|
| Polystyrol | ||||
| Polyvynilchlorid | ||||
| Ultramid | ||||
Typowe zarysy i parametry gwintu, średnice otworów pod gwintowanie
Parametry gwintu
|
1. Średnica zewnętrzna: największa średnica gwintu śruby prostej. Dotyczy gwintów wewnetrznych i zewnętrznych. |
 |
| 2. Średnica podziałowa: na gwincie walcowym jest to średnica przechodząca przez zarys gwintu w takich punktach, w których szerokość wrębu zarysu jest równa połowie podziałki podstawowej. Na doskonałym gwincie ma miejsce w punkcie, gdzie szerokość zarysu gwintu i wrębu są równe. | |
| 3. Kąt zarysu gwintu: kąt zawarty między poszczególnymi powierzchniami zarysu gwintu. | |
| 4. Średnica wewnętrzna: najmniejsza średnica gwintu śruby. Dotyczy gwintów wewnętrznych i zewnętrznych. | |
| 5. Kąt pochylenia linii śrubowej: na gwincie walcowym, kąt pochylenia linii śrubowej to kąt pomiędzy linią śrubową gwintu, a linią prostopadłą do osi. | |
| 6. Skok: odległość przesunięcia osiowego jaki wykona śruba przy jednym obrocie. W gwintach jednokrotnych podziałka i skok są identyczne. Skok jest równy podziałce pomnożonej przez liczbę krotności gwintu. | |
| 7. Podziałka: odległość między punktem na wierzchołku zarysu gwinti a odpowiednim punktem na następnym wierzchołku zarysu gwintu zmierzona równolegle do osi gwintu. | |
| 8. Wierzchołek zarysu: położona najwyżej powierzchnia zarysu gwintu, która łączy się z powierzchniami bocznymi. | |
| 9. Dno zarysu: położona najgłębiej powierzchnia zarysu gwintu, która łączy się z powierzchniami bocznymi. | |
| Uwaga: liczba zwoi na cal - TPI (niewidoczna): liczba zwojów na cal zmierzona osiowo. Pojęcia skok i TPI są często używane zamiennie. TPI=1/skok (skok w calach) |
Typowe zarysy gwintów
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
Zalecane średnice otworów pod gwintowanie gwintownikiem

![]()
Znajdziesz nas także na
